For å oppnå høyt utbytte av tømmer fra runde tømmerstokker, benyttes flere forskjellige teknologier, inkludert visse handlingssykluser. Tiden for saging av tømmer og arbeidsinnsatsen til prosessen er forskjellig, avhengig av valgt behandlingsmetode, arbeidssted, årstid. Så noen bedrifter bygger verksteder for primærforedling av råvarer i nærheten av tømmerhøstingen og sparer på dette.
Ikke bare kufferter behandles, men også store grener. Rundved er sortert etter størrelse og bark. Stammene som ikke har passert sorteringen, blir brukt senere til grovt arbeid (å lage stillas osv.). Når du aksepterer råvarer fra leverandøren, blir ikke bare kubikkapasiteten sjekket, men også tilstedeværelsen av skade, råte, knuter - slike materialer oppfyller ikke tekniske betingelser. Mangler i tre reduserer andelen ferdige produkter ved utgangen, og knuter kan skade utstyret.
Før saging blir avstamming ofte avbarket (fjerning av bark på en spesiell maskin) - denne prosessen er valgfri, men betraktes som økonomisk:
- på grunn av fravær av småstein og sand i barken, er sagen beskyttet mot for tidlig slitasje;
- kvaliteten på chipmaterialet øker;
- noen virksomheter godtar ikke plater fra ubarkerte logger for behandling;
- unøyaktigheten av resultatene ved sortering av tømmer ved hjelp av elektronikk reduseres.

Typer av skoghogging

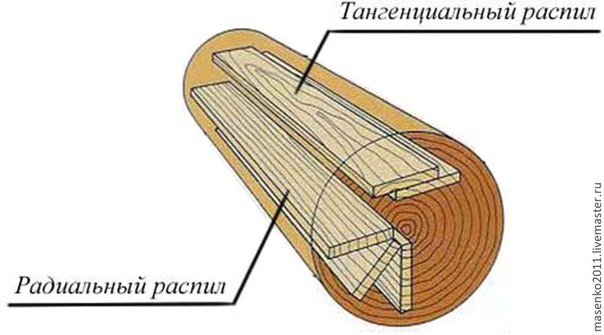
Først og fremst må du bestemme hvilken type kutt - det er flere av dem. Tangensial - kuttet går tangentielt til årringene, overflaten oppnås med mønstre i form av ringer, buer. Tavler oppnådd på denne måten er billigere, men har høye prosentandeler av svinn og hevelse.
Radial - kutt langs radius, vinkelrett på vekstringene, mønsteret er jevnt, utgangen på brettet er liten, men det har høyere kvalitet og større styrke.
Rustikk - utført i alle vinkler, mangler, knuter, splintre osv. Er synlige.
Skjæremetoder
Skjæremetoden velges for hvert enkelt tilfelle.
Vrazval er den mest økonomiske, med nesten ingen avfall, en høy andel ferdig tømmer. Ved utgangen oppnås ubrettede brett og to plater.
Med en stang - først oppnås en tokantet stang, ubrettede brett, to plater. Deretter sages stangen vinkelrett på sagen som er kuttet i kantede brett, i kantene oppnås to ubrettede brett og to plater.

Sektor - først blir kubben kuttet i 4-8 sektorer, og deretter hver av dem i radiale eller tangensielle materialer. Noen ganger kappes flere ubrettede brett i midten.
Oppbruddssegment - med et slikt kutt blir to eller flere ubrettede brett kuttet ut i midten av bagasjerommet, og kantede ensidige brett blir kuttet fra sidene - fra segmentene.
Tømmer-segment - i likhet med oppbruddssegmentet, bare i midten av tømmerstokken kappes et tokantet tømmer som deretter sages i kantede tavler. Prosentandelen av saget trevirke er stor.
Sirkulær - etter saging av ett eller flere ubrettede brett, blir stokken 90 0 og de følgende brettet blir saget av. Denne metoden brukes når en stor stokk blir slått i midten av hjerteråte. Det skiller sunt tre fra tre av lav kvalitet.
Aggregat - ved bruk av freseverktøy og sirkelsager, samtidig med saget tømmer av høy kvalitet, oppnås teknologiske flis ved utgangen (i stedet for plater og lameller). Slike kompliserte tømmerprosesser tillater rasjonell bruk av råvarer og arbeidskostnader. Det viser seg å være en avfallsfri produksjon av ferdig tømmer.
Nødvendig verktøy

Valg av verktøy avhenger av mengden av det planlagte ferdige produktet, kvaliteten og størrelsen på produktet. Oftest blir kuttet utført med en sirkelsag. I visse produksjonsstadier er det nødvendig med spesielle maskiner.
Sirkelsagen gjør presise kutt i alle retninger, håndterer perfekt hvilken som helst stokkstørrelse og er egnet for profesjonell og hjemmebruk.
Den brukes til hjemmebruk når du trenger å høste en liten mengde tømmer. Det er lettere å gjøre vanskeligere arbeid med motorsag enn å kjøpe dyrt utstyr. Det trenger bare en spesiell dyse, en bagasjeromsfeste og sagførere.
Bark stripping maskiner. De er ganske dyre, men med regelmessig bruk i en bedrift hvor det utføres store mengder arbeid, lønner de seg raskt. Det er ikke nødvendig å bruke dem, men det er ønskelig fordi de kan oppnå en rekke økonomiske fordeler og bekvemmelighet i produksjonsprosessen.
Og du vil også trenge:
- Skivemaskin - for å hente ujevne materialer fra skogen ved utgangen.
- Båndsagverket produserer saget tømmer av høy kvalitet og lite avfall.
- Rammesagbruk - trenger ikke fundament og kan installeres direkte i loggfeltet.
- Universelle maskiner er i stand til å produsere høykvalitetsmateriale selv fra treverk av lav kvalitet.




For bedrifter med masseproduksjon, for å oppnå ultra-presise og høykvalitets produkter, installeres hele komplekser av moderne utstyr, og tømmerhogging utføres av enhver kompleksitet.
Skjærekart
For å beregne den optimale prosentandelen for å skaffe ferdig saget tømmer fra en tømmerstokk, tegnes det opp et skogsagkart. Du kan gjøre disse beregningene selv eller bruke et spesielt dataprogram. Slike opplysninger kan fremdeles fås i den vanlige referanseboken, som inneholder informasjon om gjennomføring av sagbruk.
Skjæretabellen lar deg bestemme hvor mye ferdige produkter som skal være ved produksjonen, hvor stor andel av avfallet som skal resirkuleres. Basert på disse dataene kan du bestemme de endelige produksjonskostnadene. Resultatet kan i stor grad avhenge av skogstypen. Det er noen tiltak for å øke prosentandelen av trelast.
Prosentandelen tømmer på vei ut er brukervennlig, nyttig trevirke. Avfall - råvare for produksjon av MDF, sponplater, fiberplater. Disse volumene vil avhenge av treets diameter, hvilke typer massivtreprodukter som er laget, og sagemuligheten.
Andel av rundtømmer
Nøyaktig beregning av hver kubikkmeter tre, et dyrt naturlig råmateriale, er viktig i alle trebearbeidingsbedrifter. Kubikkmeter rundt tre beregnes på flere måter.

Etter transportvolum. For hver type transport beregnes og etableres eget tømmervolum. For eksempel har en vogn 70,5 kubikkmeter rundt tømmer. Så i tre biler blir det 22,5 kubikkmeter. Denne metoden for telling øker aksepten av råvarer, dette er spesielt viktig når det er store mengder innkommende last. Men samtidig er det en stor feil i beregningsresultatene på denne måten.
Beregning basert på volumet på ett fat. Hvis all logging består av tømmer av samme størrelse, kan du telle dem alle ved å beregne volumet på ett og multiplisere med en kubikk kapasitet. Denne metoden er mer nøyaktig, men det tar mye tid og involverer flere arbeidstakere for å motta lasten.
Automatiserte systemer med målerammer. Disse målingene gir høyere nøyaktighetsprosent enn de som er tatt av mennesker. Når stokkene passerer gjennom målerammen, blir all tykning og krumning i bagasjerommet og til og med knuter tatt i betraktning. I dette tilfellet kan du umiddelbart sortere koffertene.
Beregningsmetoden er ved å multiplisere volumet med en faktor. Høyden, bredden, lengden på stakken måles og multipliseres med en faktor. Denne beregningen er rask, men med lav nøyaktighetsprosent. Den brukes når det er presserende behov for å bestemme mengden kubikkmeter.

Avhengighet av den endelige prosentandelen av produksjonen på sageteknologien
For å øke utbyttet av ferdig tømmer er det nødvendig å optimalisere sageprosessen. Dette gjelder spesielt når du arbeider med arbeidsstykker som har krumning, skade eller andre feil:

- Først må du bare velge og starte produksjon av tømmer av høy kvalitet.
- Velg deretter koffert med skader i endene (råte, sprekker) og riv av disse stedene.
- Med en del av stammen med en råtten kjerne er det nødvendig å fjerne den, og kutte det gjenværende treet i tømmer. De vil være kortere, men av bedre kvalitet.
- Og også for å oppnå et høykvalitetsbrett, er sirkelsagemetoden egnet.
- Høyere avkastning ved saging av tømmer med stor diameter.
Utbyttet avhenger også av kvaliteten på tømmerstokken, tresorten, utstyret som brukes. Det nye, godt tilpassede utstyret av høy kvalitet lar deg håndtere kofferter nesten uten tap
Effektiviteten til skoghogst kan økes hvis spesielle tiltak treffes på forhånd. For å gjøre dette må du gjøre nøyaktige beregninger ved hjelp av digitale programmer. Hvis du gjør det manuelt, vil prosentandelen avslag ved utgangen være høyere. Det skal bemerkes på forhånd at en større prosentandel av produksjonen av saget tømmer er hentet fra barskogarter. Fordi koffertene deres er jevne, store, mindre utsatt for råtnende og derfor nesten uten ekteskap. Et stort volum løvtrær kastes ofte.
For rasjonell bruk av tre er det bedre å ta korte tømmerstokker. Men innen innenlands produksjon tar de vanligvis kofferter med en lengde på 4 m eller mer for saging. På grunn av krumningen oppnås en stor andel skrap ved utgangen.
For behandling av logger på et båndsagbruk er det nødvendig å følge den aksepterte teknologien. Dermed kan du få maksimal mengde kvalitetsmaterialer - brett og bjelker. Men først bør du gjøre deg kjent med de grunnleggende reglene for skjæring.
Typer av saging av tre
På første trinn dannes en vogn fra en tømmerstokk. For dette blir det kuttet på begge sider av det. I noen tilfeller utføres behandlingen på fire sider. Et foreløpig kart over båndsagingen av arbeidsstykket er tegnet der dimensjonene til komponentene er angitt.
Den definerende parameteren når du velger et skjema er retningen for loggbehandling. Spesielt bevegelsen til skjæret i forhold til årsringene. I følge dette dannes tømmer av forskjellige kvaliteter, med et unikt utseende. Ikke bare deres estetiske egenskaper avhenger av dette, men også prisen.
Det er følgende typer kutt:
- tangensiell. Kuttet er laget tangentielt til årringene. Som et resultat dannes avlange mønstre i form av buer, ringer på overflaten;
- radial. For implementering er det nødvendig med vinkelrett behandling langs årringene. Funksjonen er det ensartede mønsteret;
- tverrgående. Behandling skjer over fibrene, kuttemønsteret er et glatt kutt av årringer;
- rustikk. Kan gjøres i alle vinkler, inneholder en viss mengde knuter, splintre eller andre lignende feil.
Ofte i trebearbeiding industrien, avfallet av bånd saging tømmerstokker - platen brukes. På den ene siden et flatt plan, og den andre forblir ubehandlet.
For å lage den mest nøyaktige skjæringen anbefales det å bruke spesielle programmer. De tar ikke bare hensyn til kildematerialets dimensjoner, men også tresorten.
Sag på sagbruk med 180 ° rotasjon av tømmerstokken
For å danne maksimalt antall brett anbefales det å bruke en teknologi der noen beltebehandlingsprosesser roteres 180 °. Dette lar deg oppnå maksimal mengde tømmer med forskjellige typer kutt.
Prinsippet for bearbeiding er å lage innledende kutt langs kantene på stokkene, som er i en vinkel på 90 ° i forhold til hverandre. De vil tjene som grunnlag for videre tapekutting. Arbeidet utføres på utstyr med vertikalt arrangement av skjæreelementer. Stammens diameter må være minst 26 centimeter.
Steg-for-trinns arbeidsrekkefølge.
- Behandling av siden med avskåret kantdel. Dette resulterer i to brett.
- Snu arbeidsstykket 90 °. Kuttet er laget fra motsatt side. Antall produkter varierer fra 3 til 4.
- Snu 90 ° på nytt. Hoveddelen av kildematerialet behandles. Avhengig av de planlagte, kan det oppnås 7-8 emner.
Til tross for alle sine positive egenskaper, har denne metoden en betydelig ulempe - lav produksjonshastighet. Det anbefales å bruke den på utstyr som gir en blokk for automatisk å endre stokkens stilling i forhold til skjæredelen på maskinen.
En detaljert ordning brukes oftest for produksjon av rustikke plater, som er underlagt lavere kvalitetskrav.
Sag på sagbruk med 90 ° rotasjon av tømmerstokken

For produksjon av tangensielle og radiale plater anbefales det å bruke en annen teknikk. Den består i systematisk beltebehandling av logger med samtidig analyse av feil. Dermed kan du få produkter av ønsket kvalitet.
Etter avkobling plasseres arbeidsemnet på matemaskinen til sagmaskinen. Da må du gjøre følgende.
- Fjerner primærplaten. Den utføres til bunnbredden er 110-115 mm.
- Fjerning av ujevne plater med en tykkelse på ca. 28 mm.
- Hvis antall defekter på overflaten overstiger ønsket nivå, roteres materialet 90 °. Med en tilstrekkelig høy kvalitet på brettet kuttes den neste.
- Gjentakelse av operasjonen.
En lignende teknikk er anvendbar for prosesseringsinstallasjoner som har en skjæreflate eller som har den funksjonen å demontere resten midlertidig.
Med et tilstrekkelig stort antall feil er det mulig å ikke legge arbeidsstykket til side, men å behandle det ved å vri det 180 °.
Ovennevnte båndteknikk kan brukes for å skape en hvilken som helst konfigurasjon av treprodukter. Ofte brukes kjerneområdet til å danne tømmeret, og de resterende delene brukes til å lage platene. Men det kan være unntak - alt avhenger av den nødvendige formen på emnene.
Arbeidskvaliteten påvirkes av den nåværende tilstanden til sagbruket, nivået på sliping av sagene og prosesseringshastigheten. Disse faktorene må tas i betraktning før produksjonsprosessen starter. Om nødvendig forhindres eller repareres utstyret.
Videomaterialet viser metoden for saging av tømmerstokker på et hjemmelaget sagbruk:
Beregning av optimal kutt av en logg ved hjelp av Excel. Det er viktig for hvert sagbruk å minimere råvareavfallet fra produksjonen så mye som mulig. Lønnsomheten ved produksjonen av konstruksjonslogger avhenger betydelig av dette.
Et eksempel på beregning av kuttet av konstruksjonslogger i Excel
Programmet for beregning av saging av en tømmerstokk vil være nyttig for små gründere som er klare til å lage sin egen virksomhet for produksjon av avrundede tømmerstokker og konstruksjon av tre
En viss mengde kubber, hver 10 meter lange, leveres for kutting. Sagbruket signerte en kontrakt for levering av råvarer fra tre i følgende mengder:
- 100 stokker på 5 meter;
- 200 tømmerstokker på 4 meter;
- 300 stokker på 3 meter.
Hva er det optimale antall tømmerstokker som må kappes for å oppfylle kontraktsbetingelsene? Med andre ord, hvordan sagbrett med et minimum av produksjonsavfall?
Løsningen på problemet med saging av tømmerstokker
For å utarbeide en løsningsmodell er det nødvendig å bestemme alle mulige alternativer for å skjære en tømmerstokk på 10 meter hver i 3-, 4- og 5-metersegmenter, med tanke på avfallets lengde. Resultatet av slike beregninger er identifikasjonen av 6 kuttealternativer:
- 2 bjelker 5 m hver (0 m avfall).
- 2 bjelker 5m + 4m (1m avfall).
- 2 bjelker 5m + 3m (2m avfall).
- 3 bjelker 3m + 3m + 4m (0m avfall).
- 2 bjelker på 4 m hver (2 m avfall).
- 3 bjelker på 3 meter hver (1 meter avfall).
I henhold til problemets tilstand sages X i ved hjelp av metode i. Da vil ordningen være riktig:
F = X 1 + X 2 + X 3 + X 4 + X 5 + X 6 => min
Du kan lage et system som dette:
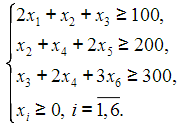
Det neste trinnet er å utarbeide et Microsoft Excel-regneark som inneholder de første forholdene for problemet.
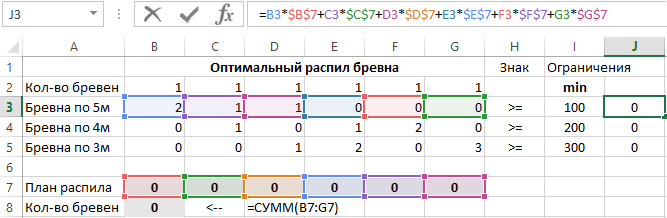
For å beregne venstre side av begrensningen og den objektive funksjonen, blir de tilsvarende formlene introdusert. Fyll celler J3: J5 med disse formlene:
Og i celle B8, skriv inn formelen: = SUM (B7: G7).
Deretter fylles ut skjemaet for modulene "Søk etter en løsning" og "Parametere for søk etter en løsning". For å gjøre dette, gå til celle B8 og bruk verktøyet i kategorien "DATA" - "Analyse" - "Finn en løsning". Hvis du ikke har dette verktøyet i denne kategorien, kan du lese instruksjonene.
Tømmer saging er en syklus av handlinger som bruker en rekke teknologier som tar sikte på å skaffe tømmer fra rund tømmer som er egnet for videre bruk i industrien. Varigheten og arbeidsinnsatsen til prosessen avhenger av valgt metode for bearbeiding av tømmeret, samt tiden årets.
Verktøy og utstyr
Stammer og store grener brukes til produksjon. Alt materiale er delt inn i grupper etter tykkelse og tilstedeværelse av bark. Tømmerforedlingsfirmaer har ofte verksteder i nærheten av innhøstingsstedet, der maskiner for den første behandlingen av tre er installert.

Manuell skogbarking
Tømmeret, som ikke har passert avbarkingstrinnet, kan brukes på bygging av gulv eller som en ryggbjelke i tilsvarende interiør, eller som en støtteinnretning under konstruksjonen.

Barking av industriell skog
Hvis det er planlagt et annet alternativ for å bruke treet, blir sagingen utført ved utgangen som gir følgende segmenter:
- ukantet og halvkantet (grovt materiale som fundamentet til gulvet, veggene eller taket er montert fra);
- kantet (designet for fine gulv).
Skjæringen kan utføres av en feltorganisasjon som har alle nødvendige verktøy.

Tresagdiagram
Rasjonell bruk av materialet sikres ved å overholde skjæretabellen. Dette lar deg redusere kostnadene på grunn av avfall, hvor mange prosent av kortet kan reduseres betydelig. Verktøyene som brukes og typer trebearbeidingsutstyr avhenger av volum, ønsket kvalitet og størrelsen på det ferdige tømmeret.

Den mest brukte sirkelsagen og forskjellige maskiner:
- sirkulær på grunn av sirkelsagen lar deg lage presise kutt i forskjellige retninger. Egnet for både profesjonell og hjemmebruk, takler perfekt rund diameter på tømmer over gjennomsnittet;
- motorsag;
- maskiner for fjerning av bark;
- saging på et båndsager gjør det mulig å behandle tette tømmerstokker, det regnes som den mest populære, siden produksjonen gir høykvalitets materiale og en liten mengde avfall;
- diskmaskin: produksjon av tokantede bjelker og ubrettede brett;
- rammesagbruket trenger ikke et fundament, teknologien som bruker det, lar deg installere utstyr i umiddelbar nærhet av skjærestedet;
- den lille måleren blir behandlet av universelle maskiner, produksjonen leveres av høykvalitets byggematerialer, selv fra tømmerstokker av lav kvalitet;
- saging av tømmer på en stor trebearbeidingsvirksomhet bør utføres med den største mengden saget tømmer, som skiller seg fra resten i sin spesielle kvalitet og nøyaktige dimensjoner. For dette formålet installeres spesielle sagelinjer.
På sagbruket oppnås en stang og et kantet brett på grunn av kuttet av en tømmerstokk som er opptil 7 meter lang og 15-80 cm i diameter langs den langsgående linjen. En sirkelsag har en eller flere skiver, den behandler forskjellige tømerdiametre i henhold til antall.

Hvis du trenger å bearbeide en liten mengde tre hjemme, kan du bruke en vanlig motorsag.
Klipp treet
Før du velger et verktøy, må du bestemme hvilken type kutt som er, og fokusere på årstengene til kubben. Det er flere typer:
- radial (langs radiusen);
- tangential (sagkuttet er parallelt med en radius, det berører årringene);
- fibrene er parallelle med kuttet som produseres.
Blant skjæremetodene er den som er best egnet for et bestemt tilfelle valgt:
- Tok den. Saging av tre på denne måten utføres for løvtrær med liten stammetykkelse, det regnes som den enkleste behandlingen. Utgang: ikke-kantede elementer og plater.
- Hvis det er en annen trebearbeidingsmaskin, er det mulig å kutte opptil 65% av materialet for produksjon av kantede plater med samme bredde. Først kuttes en tokantet stang og brett fra sidene, og deretter oppnås en viss mengde kantet tømmer fra stangen.
- Mer spesifikke metoder er sektor- og segment saging. Antall elementer i den første metoden varierer fra 4 til 8, og avhenger av tykkelsen på fatet. Etter separasjon blir elementene kuttet fra hver sektor langs en tangensiell eller radiell linje. Den andre metoden begynner med utgangen av tømmeret fra den sentrale delen, og platene blir saget fra sidesegmentene i tangentiell retning.
- For individuell skjæring av tre er den sirkulære metoden egnet. Den er basert på å vri stokken langs en langsgående linje 90 ° etter hvert sagbrett. Dette lar deg overvåke kvaliteten på treet og umiddelbart fjerne de berørte områdene i bagasjerommet.
Håndlaget: bruk motorsag
For hjemmeskjæring av flere kofferter er det upraktisk å kjøpe et verktøy, hvis kostnad er flere ganger høyere enn prisen på ferdige produkter. Hvis du har den nødvendige ferdigheten, er det mer effektivt og billigere å gjøre alt det nødvendige arbeidet med en vanlig motorsag eller kjedeutstyr drevet av elektrisitet. Selvfølgelig krever slikt arbeid mye mer fysiske kostnader og tid, men utgiftskostnadene reduseres betydelig.
Å jobbe på en hagetomt krever beskjæring av frukttrær, og det blir også mulig å i tillegg produsere materiale til uthus uten å ty til spesialistene, slik at enhver ivrig eier foretrekker å kjøpe motorsag. Oftest høstes bartrær til huset, med saging som dette verktøyet gjør en utmerket jobb. Glatte stilker gjør det lettere å merke kuttede linjer, noe som øker arbeidshastigheten. Fagpersoner bruker forresten oftest motorsag, siden den er kraftigere enn en elektrisk, og du kan bruke den hvor som helst, uavhengig av tilstedeværelsen av strømforsyninger på skjærings- eller skjæringsstedet.

For å jobbe med motorsag for kutting av tømmerstokker, trenger du en slik enhet som sagfeste, samt sagkuttførere og fester til basestammen. Rammefeste er festet til verktøyet slik at det fortsatt er mulig å justere avstanden mellom kjedet og selve rammen. Dette gjøres for å muliggjøre produksjon av ferdig saget tømmer med ulik tykkelse. For rollen som en guide kan du ta enten en profil med ønsket lengde eller en flat treplank med tilstrekkelig stivhet. En spesiell kjede er valgt for verktøyet, designet for å skjære fatet sammen. Det skiller seg fra de andre i tennene, skjerpet i en viss vinkel.

Før du starter arbeidet, er det ikke bare nødvendig å forberede alle nødvendige verktøy. Uansett om en trebearbeidingsmaskin eller en håndholdt enhet er ment for behandling av kofferten, er det første trinnet å gjøre deg kjent med kuttkartet. Dette gjøres for å minimere avfallsprosenten og øke utbyttet av nyttige produkter.
Den første tingen å bekymre seg for når du ripper er den jevne tettheten til de ferdige platene. For å gjøre dette, leder en kompetent sagmann verktøyet fra østsiden av tømmerstokken mot vest, eller i motsatt retning. Dette skyldes høyere tetthet av rundtømmer i den nordlige delen enn i den sørlige delen.
Deretter fjernes platen fra begge sider med motorsag på en slik måte at det oppnås en tokantet stang. Den sages i sin tur i samsvar med kappemønsteret som ble valgt i begynnelsen av arbeidet. Veien ut er et ubrettet bord. Hvis det er en viss prosentandel av feil i bagasjerommet, er et sirkulært snitt med en sving av stammen i rett vinkel eller 180 ° mulig.
Mengde ferdig materiale, kuttpris
Utbyttet av nyttig materiale fra nåletre og løvfellende arter varierer i prosent. For saget tømmer hentet fra bartrær er følgende indikatorer karakteristiske:
- Forutsatt at operasjonen utføres av en profesjonell og det brukes sirkelsagbruk, vil prosentandelen av ferdig tre være den høyeste (80-85%);
- det kantede materialet produsert av maskinene er i gjennomsnitt 55-70%;
- ujevnt brett når du arbeider med motorsag etterlater opptil 30% avfall.
Tallene er gitt uten å ta hensyn til det ferdige avviste tømmeret, hvis mengde kan nå 30%. Imidlertid brukes slikt materiale til produkter som tillater en viss feil.

Løvfellende rund tømmer gir 60% av ferdig uforet tømmer og ca 40% av kantet tømmer. Dette skyldes den opprinnelige krumningen til det runde tømmeret. Du kan øke antall oppnådde produkter: dette krever trebearbeidingsmaskiner av forskjellige typer. En bestemt type enhet kan øke mengden tømmer med 10-20%. For en kubbe av trelast trenger du omtrent 10 kuber løvtrær. Kostnaden for å installere tilleggsutstyr vil lønne seg med kostnaden for den ferdige skogen. Spesielle linjer gir mer volum, men bruk av dem anbefales kun på et stort område. Gjennomsnittsprisen på saging av tre på et konvensjonelt sagbruk vil være ca 150-180 rubler per kubikkmeter brett.
Sagkart
Sagkartet er en beregning av den optimale mengden ferdig tømmer fra en kubbe. Det kan beregnes uavhengig for hver spesifikke diameter på loggen, eller du kan bruke et dataprogram som i stor grad letter beregningen, og hvis pris er ganske rimelig.

Eller en vanlig sagbruksguide kan være kilden. Resultatet er en tabell som legges til grunn. Sagbruket skal alltid være datadrevet for å få mer trelast av hvilken som helst slags tre.