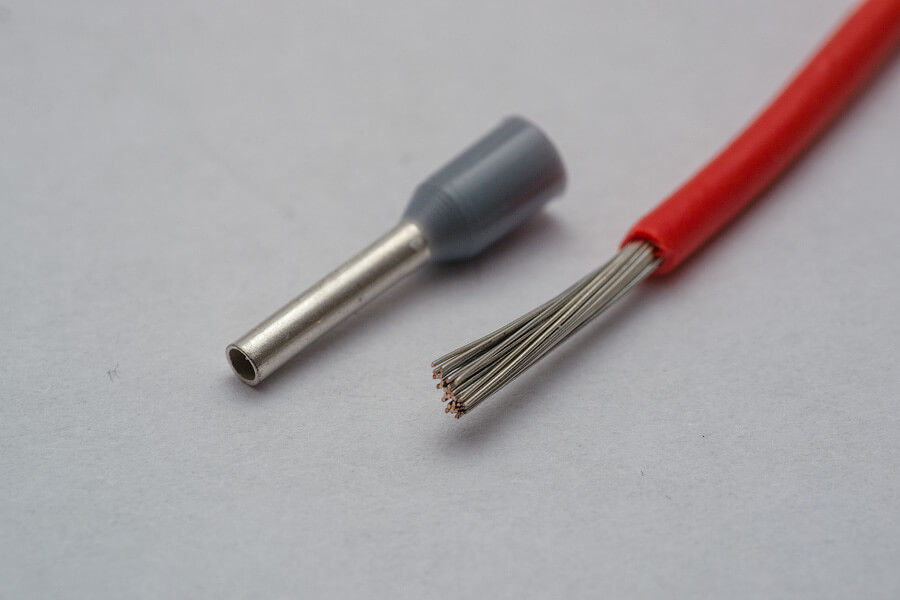
Voor het afsluiten van de geleiders van draden en kabels wordt een speciaal gereedschap gebruikt in de vorm van een perstang. Zelf de geleider afsluiten is niet moeilijk, het kiezen van de juiste kabelschoen is veel belangrijker. Vervolgens zullen we een methode bieden waarmee u gemakkelijk om kunt gaan met het krimpen van zowel gevlochten als enkeladerige draden, zowel gemaakt van aluminium als koper, en tegelijkertijd van kleine en grote doorsneden.
Het is belangrijk om te weten
Het eerste waar ik het over wil hebben, is het belang van het afsluiten van de geleiders van draden en kabels met een speciaal gereedschap en waarom het over het algemeen nodig is om geleiders met adereindhulzen te krimpen. Je hebt vast goed gelet op hoe het is aangesloten op de behuizing van het schakelbord. De geelgroene draad is aan beide zijden bevestigd met een schroefverbinding door middel van een speciaal lipje, zoals te zien is op de onderstaande foto.
Nog niet zo lang geleden werd de ader in plaats van zo'n punt eenvoudig met een tang in een ring gebogen en met een schroef vastgedraaid. Sommige elektriciens in spe hebben eenvoudig een kern tussen de schroef en de plaat gestoken en deze voorzichtig met een schroevendraaier vastgeklemd. Dit is ten strengste verboden, omdat: bij deze methode van het afsluiten van de geleiders neemt de overgangsweerstand toe, waardoor je de gesmolten isolatie van de kabel kunt zien, wat kan leiden tot kortsluiting in de bedrading of ernstiger gevolgen - het uitbreken van een brand in de huis.
Een ander zeer ongunstig gevolg van een ongunstige bevestiging van de geleiders is nul doorbranden bij hoge stroombelastingen. Je leest het in het bijbehorende artikel!
Beëindigingstechnologie
Het is niet moeilijk om zelf een draad of kabel af te werken met speciaal gereedschap. Je hoeft alleen maar een geschikte tip te nemen, deze helemaal op de kern te plaatsen en met een pers erin te knijpen. In dit geval hangt het aantal krimppunten af van het ontwerp van het krimpgereedschap. Als het krimpen wordt uitgevoerd met een matrijs met een puntcontact, drukt u de nokken op 2 of meer plaatsen verdeeld over de lengte. Als het ingedrukte deel van de punt vergelijkbaar is met de breedte van de inkeping na het persen, dan is één punt voldoende. De hulzen zijn geplooid met ten minste twee inkepingen, één aan elke kant om elk van de geleiders vast te houden. In het algemeen hangt het aantal krimppunten af van de breedte van de "kaken" van de krimptangmatrijs.
Dit is nodig voor een beter contact, minimale en mechanische sterkte. In eenvoudige bewoordingen - in dit geval springt de geleider niet uit de punt of huls.
De regels en technologie voor het afsluiten en krimpen van geleiders worden beschreven in de volgende documenten:
- VSN 139-80
- I1.09-10
Bovendien moet een belangrijke vereiste worden opgemerkt - voor het krimpen van een aluminiumgeleider is het noodzakelijk om bovendien een kwarts-vaseline-smeermiddel te gebruiken, dat de vorming van een oxidefilm voorkomt die het contact verslechtert.

Thuis is het niet altijd verstandig om een dure krimptang te kopen, dus er zijn alternatieven. Zo is er een speciale kabelstripper en kan het ontwerp een pers bevatten, zoals op de foto te zien is. 


Je kunt ook zonder de zogenaamde tang doen - maak de bus handmatig plat met een hamer of een tang, maar in dit geval is er geen garantie voor goed contact, dus het is nog steeds beter om op zijn minst een stripper uit te geven voor een betrouwbare afsluiting van de aderen , en nog beter een krimptang (speciale krimp). Daar hebben we het in een apart artikel over gehad. 
Wij vestigen uw aandacht op het feit dat als u besluit een eenaderige geleider met een tang af te sluiten, u de juiste krimpmatrijs moet kiezen. Met de verkeerde selectie is de kans groot dat de huls of punt wordt verpest, door simpelweg het metaal te scheuren.
Daarnaast zijn er speciale soldeerpunten. In dit geval vindt de beëindiging van de geleiders van een draad of een voedingskabel plaats in twee fasen:
- De kern, gestript tot een metaalachtige glans en behandeld met een neutraal soldeersel, wordt volledig in de punt gestoken.
- Soldeer wordt door een speciaal gat gegoten.
Video-instructie voor het gebruik van de pers
Kort over tips
Welnu, en het laatste waar ik het over wil hebben, is welke adereindhulzen kunnen worden gebruikt om een draad en kabel thuis af te sluiten. Tegenwoordig zijn de volgende producten voor beëindiging populair in de industrie en het dagelijks leven.
Contactverbindingen zijn een zeer belangrijk onderdeel van elektrisch werk, omdat de betrouwbaarheid van een elektrische installatie grotendeels wordt bepaald door de kwaliteit van het elektrische contact.
Alle contactverbindingen zijn onderworpen aan bepaalde technische vereisten, waaronder elektrische parameters, ontwerp, goede weerstand tegen mechanische factoren, betrouwbaarheid en veiligheid. Deze collectie bevat de beste artikelen van de site, die de belangrijkste manieren om kwaliteitsverbindingen en vestigingen te creëren draden en kabeladers in elektrische installaties.
Op het contactpunt van twee geleiders, contactweerstand:, waarvan de waarde afhangt van een groot aantal factoren: de fysieke eigenschappen van de contactmaterialen, hun toestand, de drukkracht op het contactpunt, de verwarmingstemperatuur, enz.
Vooral ongunstig vanuit het oogpunt van de betrouwbaarheid van elektrisch contact is aluminium oppervlak... Na enkele seconden blootstelling aan lucht is het voorgereinigde aluminium oppervlak bedekt met een dunne oxidefilm, hard en vuurvast, met een hoge elektrische weerstand. Het smeltpunt van aluminium is 565 - 578 o C en de oxidefilm is ongeveer 2000 o C.
In tegenstelling tot aluminium heeft koper een betere geleidbaarheid, oxideert het langzaam en heeft het bevredigende mechanische eigenschappen. De oxidefilm op koper is eenvoudig te verwijderen en heeft geen noemenswaardige invloed op de kwaliteit van de elektrische aansluiting.
Wanneer het rechtstreeks op koper is aangesloten, vormt aluminium een galvanisch paar, dat daarin een negatieve elektrode is. Op het contactpunt vindt een elektrochemisch proces plaats, waardoor aluminium wordt vernietigd.
Om koper- en aluminiumdraden en kabeladers aan te sluiten, moet u speciale terminal- en boutverbindingen gebruiken, die in dit artikel worden beschreven -.
 Bij het maken van een contactverbinding wordt er altijd speciaal gelet op: voorbereiding van geleiders van draden en kabels: verwijder de isolatie van de aders met speciaal gereedschap of reinig de kale delen van de aders met schuurlinnen, aceton of witte spriet. De lengte van de snede moet rekening houden met de eigenaardigheden van de specifieke methode van verbinding, vertakking of beëindiging van de geleiders van draden en kabels.
Bij het maken van een contactverbinding wordt er altijd speciaal gelet op: voorbereiding van geleiders van draden en kabels: verwijder de isolatie van de aders met speciaal gereedschap of reinig de kale delen van de aders met schuurlinnen, aceton of witte spriet. De lengte van de snede moet rekening houden met de eigenaardigheden van de specifieke methode van verbinding, vertakking of beëindiging van de geleiders van draden en kabels.
Er is een grote variëteit montagemethoden voor elektrische contacten:... De contactverbinding van de hoogste kwaliteit zal altijd degene zijn die zo lang mogelijk de laagste contactweerstand biedt.
De belangrijkste methoden voor het maken van contactverbindingen zijn lassen, solderen, krimpen, boutverbindingen en klemverbindingen. Elk van deze methoden heeft zijn eigen voor- en nadelen.
Vóór de introductie van krimpen en lassen in de praktijk van elektrische installaties, was de methode voor het aansluiten, aftakken en afsluiten van koperen geleiders de belangrijkste. Werkwijzen voor het draaien van kleine aders met hun daaropvolgende solderen met zacht tinsoldeer werden veel gebruikt. Nu wordt deze methode zelden gebruikt vanwege de hoge arbeidsintensiteit.
Het proces van het solderen van draden en kabelkernen bestaat uit het bedekken van de verwarmde uiteinden van de verbonden kernen met gesmolten tin-loodsoldeer. Als vloeimiddel wordt hars, stearine of soldeerzalf () gebruikt.
Gebruik voor het solderen van koperen geleiders van kleine secties soldeerbuizen gevuld met hars of een oplossing van hars in alcohol, die vóór het solderen op de kruising wordt aangebracht. De verbinding moet mechanisch sterk zijn. Solderen moet glad zijn, zonder poriën, vuil, verzakkingen, scherpe uitstulpingen van soldeer, vreemde insluitsels -,.
Na het solderen worden 2-3 lagen zelfklevende isolatietape op de contactverbinding aangebracht met elke winding overlappend. Het is zeer wenselijk om deze plaats bovenop te bedekken met een vochtbestendige vernis. In plaats van isolatietape kan op de gesoldeerde contactverbinding een isolatiekapje worden aangebracht.
Solderen wordt ook gebruikt bij het beëindigen van gevlochten koperen geleiders in een ring. Dit is de beste manier om gevlochten koperen geleiders tot 2,5 mm 2 af te sluiten. De gesoldeerde ring moet gelijkmatig bedekt zijn met soldeer. De draaiende draden moeten volledig in het monolithische deel van de ring gaan en de diameter ervan moet overeenkomen met de diameter van de schroefklem.
Om een hoogwaardige gesoldeerde contactverbinding tot stand te brengen, moeten de geleiders van de draden (kabels) correct zijn gedraaid. De kwaliteit van het gesoldeerde contact is zeer sterk afhankelijk van de juiste verdraaiing. Kijk hier voor meer informatie over het maken van een goede draai:
Een van de oudste manieren om een contact aan te maken is: gebruik van bout- en schroefverbindingen... Ze behoren tot opvouwbare contacten. Stabilisatie van de tijdelijke weerstand daarin wordt uitgevoerd door de schroef of bout aan te draaien.
 Een zeer populaire manier om draden en kabeladers aan te sluiten is de laatste tijd het WAGO-type. Er zijn andere fabrikanten van dit soort elektrische producten - klemmenblokken REXANT, TRIDONIC, Klemsan, SMK, enz.
Een zeer populaire manier om draden en kabeladers aan te sluiten is de laatste tijd het WAGO-type. Er zijn andere fabrikanten van dit soort elektrische producten - klemmenblokken REXANT, TRIDONIC, Klemsan, SMK, enz.
Lassen geeft een monolithisch en betrouwbaar contact, daarom wordt het veel gebruikt in elektrisch werk:
Met behulp van een krimptang worden ook de geleiders van draden en kabels getermineerd. Gebruik hiervoor speciale tips voor het krimpen:.
Heel vaak moeten elektriciens een elektrische installatie aansluiten op een bestaande lijn die relatief dichtbij passeert. Met andere woorden, het is nodig maak een tak van draden... In dit artikel is beschreven hoe u vertakkingen maakt met speciale vertakkingsklemmen, aansluitblokken en doorsteekklemmen -
Vergeet bij het maken van verbindingen, aansluitingen en aftakkingen van draden en kabels niet de veiligheidsregels te volgen, dit is vooral belangrijk bij het gebruik van speciaal gereedschap en apparatuur!
Ik kijk uit naar je opmerkingen!
Review opgesteld door Andrey Povny
MINISTERIE VAN LANDBOUW EN VOEDSEL
Hoofdafdeling onderwijs, wetenschap en personeel van de Republiek Wit-Rusland
ONDERWIJSINSTELLING
"BUDA-KOSHELEVSKY STAAT AGRARISCH-TECHNISCH COLLEGE"
Discipline "Technologie van elektrisch werk"
Specialiteit:
2-74 06 31-01 "Elektriciteitsvoorziening van landbouwproductie (elektrische energie-industrie)".
Laboratoriumwerk nr. 3
Thema:
Onderzoek naar de kwaliteit van de aansluiting van draden en kabels, uitvoerend op verschillende manieren.
Doel van het werk:
De methoden bestuderen voor het maken van niet-scheidbare en inklapbare contactverbindingen. Krijg praktische vaardigheden in het maken van contactverbindingen door solderen, lassen en druktesten.
Voltooid: student
3 gangen, 55 es groepen
Polyakov A.Yu.
Gecontroleerd door: leraar
Lashkevich AV
1. Onderwerp en doel van de les.
2. Korte theoretische informatie.
3. Schets tekeningen.
INSTRUCTIES
Manieren om geleiders van draden en kabels aan te sluiten
Elektrische verbindingen worden gemaakt door middel van lassen, solderen, krimpen, het creëren van inklapbare contactverbindingen.
Lassen. Lassen wordt gebruikt voor het beëindigen en verbinden van aluminium geleiders van draden en kabels van alle doorsneden, evenals voor het verbinden van aluminium geleiders met koperen met een doorsnede van niet meer dan 10 mm 2. Er zijn drie lasmethoden; elektrisch lassen door contactverwarming, thermiet en gas.
Bij het afsluiten en verbinden van aluminium geleiders door middel van lassen, wordt VAMI flux gebruikt. Het vloeimiddel is ontworpen om de oxidefilm van het oppervlak van aluminiumgeleiders te verwijderen en het oppervlak te beschermen tegen oxidatie. VAMI flux is een mengsel van drie componenten: kaliumchloride (50%), natriumchloride (30%), kryoliet (20%). Het smeltpunt van de flux is 630 ° C. De chemische industrie produceert flux in poedervorm, verpakt in hermetisch afgesloten blikken. Voor gebruik wordt het fluxpoeder verdund met water tot de consistentie van dikke zure room (100 delen flux tot 30 ... 40 gewichtsdelen water). Voor het lassen wordt het vloeimiddel met een haarborstel in een dunne laag op het oppervlak van de aluminium geleiders aangebracht; dik aanbrengen van de flux verbetert de kwaliteit van de verbinding niet.
Elektrisch lassen door contactverwarming is het meest voorkomende type lassen dat wordt gebruikt voor het afsluiten en verbinden van aluminium geleiders van draden en kabels. Het wordt uitgevoerd: met behulp van een tang met twee koolstofelektroden (Fig. 1); met behulp van een clip (Fig. 2).

Rijst. 1- Samengesteld aluminiumRijst. 2- Samengesteld aluminium
leefde in een tang met twee elektroden: leefde door elektrisch lassen met een tang met
1-koolstof elektrode; 2-draaien met een clip:
aluminium geleiders; 1-clip van staalband;
3-elektrode klem 2-koolstofelektroden;
3-elektrode klem
Gaslassen wordt gebruikt voor afsluiting, aansluiting en vertakking van aluminium geleiders. Voor aansluiting van enkeladerige geleiders met een totale doorsnede tot 20 mm 2 - propaan-lucht en alleen voor terminatie - zuurstof-acetyleenlassen. Afsluiting, aansluiting en vertakking van koperen geleiders door gaslassen is niet toegestaan.
Propaan-zuurstof lassen in stalen mallen worden ze gebruikt voor het afsluiten van aders met een doorsnede van 300 ... 1500 mm 2 en worden ze uitgevoerd met platen gemaakt van AD31T1 harde legering en LS-tips.
Voor kernen met een doorsnede van 16 ... 240 mm ", wordt staafbeëindiging gebruikt door fusie tot een monoliet met toevoeging van legeringsadditieven uit aluminiumlegeringen. De verbinding van kernen met een doorsnede van 16 ... 1500 mm 2 kunnen end-to-end worden gemaakt, en kernen met een totale doorsnede tot 400 mm 2 - aan de uiteinden tot een gemeenschappelijke monolithische staaf.
Thermiet lassen zorgt voor elektrisch contact van hoge kwaliteit. Het wordt uitgevoerd met behulp van een thermietpatroon, dat bestaat uit een moffel (thermietmassa) en een stalen cilindrische koelvorm. Wanneer de thermietmassa wordt verbrand, wordt in de koelmal een temperatuur ingesteld, waardoor aluminium succesvol kan worden gelast.
Thermietlassen wordt gebruikt voor het verbinden, beëindigen en vertakken van aluminium geleiders van draden en kabels. Voor het lassen aan de uiteinden van gevlochten aluminium geleiders met een totale doorsnede tot 240 mm 2 worden thermietpatronen van het merk PAT gebruikt, voor het lassen van enkeldraads geleiders met kleine doorsneden - het merk PATO, voor stompe gezamenlijke geleiders van draden en kabels met een doorsnede van 16 ... 800 mm "- thermietpatronen van het merk PA.
Bij het aansluiten en beëindigen worden de uiteinden van de aderen in de koelmal van de thermietpatroon gestoken.
Solderen is een soort metaalbewerking om een permanente verbinding te vormen met behulp van een gesmolten tussenmetaal of legering die soldeer wordt genoemd.
vertinnen - dit is een coating van het metaal met een dunne laag soldeer om het te beschermen tegen oxidatie, evenals op de kruising van de geleiders voor een goed contact.
Met fluxen de hulpmaterialen die bij het solderen worden gebruikt, worden genoemd. Ze dienen om oxidefilms op te lossen en te verwijderen van het oppervlak van de te verbinden metalen en van de smelt, en om een sterke, luchtdichte film op het oppervlak te vormen. Daarom heeft het vloeimiddel een dichtheid en smeltpunt onder het gebruikte soldeer (tabel 1).
Aluminium solderen gehinderd door zijn gemakkelijke oxideerbaarheid met de vorming van een sterke oxidefilm op het oppervlak. Het wordt meestal direct tijdens het mechanisch solderen verwijderd door te wrijven met een speciale metalen borstel of direct met een soldeerstift. In dit geval wordt de oxidefilm onder de soldeerlaag verwijderd en deze laatste wordt stevig verbonden met het metalen oppervlak. Aluminiumgeleiders worden gesoldeerd met soldeer A, TsO-12, TsA-15.
TsA-15-soldeer wordt gekenmerkt door een hoge mechanische sterkte en corrosieweerstand. Bij gebruik zijn geen speciale maatregelen nodig om de soldeerplaats tegen corrosie te beschermen. Het heeft echter een nadeel - een hoog smeltpunt, dat het gebruik ervan in de elektrische installatiepraktijk beperkt vanwege het gevaar van oververhitting van de kernisolatie tijdens het solderen.
Soldeer TsO-12 heeft een lager smeltpunt dan TsA-15, maar heeft onvoldoende corrosieweerstand. Het wordt gebruikt voor het solderen van aluminium geleiders van kabels in koppelingen, waarvan de hermetische afdichting het binnendringen van vocht en lucht naar het soldeerpunt uitsluit.
Soldeer A heeft een laag smeltpunt en is beter bestand tegen corrosie dan soldeer TsO-12. De soldeerpunten moeten echter worden afgedekt met een vochtbestendige lak en zorgvuldig worden geïsoleerd.
Koperen geleiders worden gesoldeerd met zacht tin-lood soldeer POS-30, POS-40, enz. met behulp van vloeimiddelen.
Bij het solderen wordt een soldeerbout gebruikt als warmtebron (voor kernen met een doorsnede tot 10 mm 2), een steekvlambenzinelamp met een capaciteit van 0,5 ... 1 l of een speciale set gereedschappen met gevulde cilinders met propaan-butaan.
Krimpen
Krimpen - verbinding van geleiders van draden p> door lokale inkeping of continue en gecombineerde compressie.
Verbinding, vertakking en afsluiting van koperen en aluminium geleiders door middel van krimpen is wijdverbreid in de praktijk van elektrische installaties. Bij het krimpen wordt een draad- of kabelkern in het buisvormige deel van de punt of een speciale huls gestoken en met een matrix en een pons samengedrukt. De contactdruk die ontstaat tussen de huls en de geleider zorgt voor een betrouwbare elektrische verbinding.
Bij het persen door middel van lokale indrukking door de tanden van de pons op één of meerdere plaatsen ontstaat op één plaats een grote druk en het beste elektrische contact,
Bij het krimpen met een continue krimp ontstaat er door de hele krimp veel druk, en dus een goed elektrisch contact.
De gecombineerde compressie verbetert het elektrisch contact tussen de kern en het buisvormige deel van de tip of sleeve doordat bij continue compressie een extra hoge druk ontstaat op de plaats waar de chansontand door de matrix wordt aangedrukt en de ponsen. Voor het krimpen worden verschillende gereedschappen en mechanismen gebruikt.
Bij het kiezen van een krimpmethode (plaatselijk inspringen, continu of gecombineerd krimpen), is het voldoende om de technieken voor het uitvoeren van een van deze methoden onder de knie te krijgen, omdat, ondanks de externe verschillen bij het krimpen met deze methoden, de meeste bewerkingen van hetzelfde type zijn. Krimpen met massief of gecombineerd krimpen vereist het gebruik van krachtige persen met grote inspanning. Voor het krimpen door middel van lokale indrukking kunt u allerlei soorten tangen gebruiken. Bovendien is de methode van lokale inkeping het meest wijdverbreid bij het uitvoeren van elektrische werkzaamheden.
Bij het werken met het gereedschap is het noodzakelijk om de algemene veiligheidsregels te volgen, evenals de regels in de gebruiksaanwijzing voor persen, tangen en ander gereedschap.
De betrouwbaarheid van de contactverbinding is in alle gevallen hoog genoeg als het toepassingsgebied correct is bepaald, de punt of huls, de werkgereedschappen nauwkeurig zijn geselecteerd, de oppervlakken zorgvuldig zijn voorbereid en het crimpen correct wordt uitgevoerd.
Beëindiging
Beëindiging- decoratie van de uiteinden van geleiders van draden of kabels voor latere aansluiting.
Om aluminium geleiders (met een doorsnede van 16 tot 240 mm ") van draden met een spanning tot 2 kV en kabels tot 35 kV af te sluiten, gebruikt u buisvormige kabelschoenen, voor geleiders (met een doorsnede van 2,5 mm 2 ) van draden met een spanning tot 2 kV en kabels tot 1 kV - ringpunten (kapjes).
Gereedschap voor het verwerken, aansluiten en afsluiten van draden en kabels.
Gereedschap voor het verwerken, aansluiten en afsluiten van draden en kabels. Het verwerken, aansluiten en beëindigen van draden en kabels zijn technologische bewerkingen, waaronder het doorknippen van een geleider, het verwijderen van isolatie ervan, het maken van een ringklem. De werkzaamheden worden uitgevoerd in de installatieruimte of in de MEZ met behulp van hand- of elektrisch gereedschap en mechanismen.
Voor het knippen (knippen) van draden en kabels wordt een IC-sectorschaar gebruikt (Fig. 3, a), waarbij de kracht die op de handgrepen van de twee hendels wordt uitgeoefend, wordt overgebracht op de snijkracht van de sectormessen door middel van een ratelmechanisme . Sectorschaar knipt draden en kabels met aluminium geleiders met een doorsnede van 3X240 mm 2 en koper - met een doorsnede van 3X150 mm 2
De isolatie van de draadkernen wordt verwijderd met gereedschappen die een aandrijfmechanisme bevatten dat de krachten van twee hendels (in plaats van de eerder gebruikte drie) overbrengt op snijbladen die naar hen toe bewegen, en een mechanisme dat de gesneden isolatie verwijdert. De messen hebben snijranden in de vorm van twee halve cirkels, gekalibreerd volgens de kerndiameter en kunnen worden aangepast. Het MB-1M-gereedschap kan worden gebruikt voor het verwijderen van rubber, plastic en katoenen isolatie van de uiteinden van draden en kernen van kabels van verschillende merken en doorsneden (0,75-6 mm 2).
Bij het afsluiten en verbinden van aluminium- en koperdraden met een doorsnede van 16-240 mm 2 wordt veel gebruik gemaakt van krimpen. Er worden uniforme gereedschapsets NIOS (voor het krimpen van aluminium geleiders) en NYOM (voor het krimpen van koperen geleiders), evenals uniforme handpersen met mechanische, hydraulische of elektrische aandrijving geproduceerd.
In elektrische installatie, de meest gebruikte elektrisch geleidende pers PG-20, handmatige hydraulische PGR-20 Ml en handmatige mechanische RMP-7. Krimpen lugs en hulzen op geleiders met een doorsnede tot 35 mm 2 worden effectief uitgevoerd met behulp van mechanische perstangen met een hefboommechanisme voor het overbrengen van krachten. Perstang PK-3 (afb. 3, b) is bedoeld voor het krimpen van aluminium geleiders in hulzen GAO-4, GAO-5, GAO-b, koperen geleiders met een doorsnede van 4-b mm 2 in kabelschoenen van de T-serie en hulzen van de serie 1M, a ook voor het afsluiten van koperen geleiders met een doorsnede van 1,5 en 2,5 mm 2 in kabelschoentjes (zuigers) van de serie P. Drukklauwen PK-4 (afb. 3, c ) zijn bedoeld voor het krimpen van aluminium kabelschoenen en verbindingsmoffen op draden en kabels met een doorsnede van 16-35 mm ", evenals kokers GAO-5, GAO-6, GAO-8.
Naast de hierboven beschreven middelen voor mechanisatie van elektrisch werk, zijn er nog andere (slotenmakergereedschap, handdoornen, lasapparatuur, een apparaat voor het buigen van pijpen, het aanspannen van draden in pijpen). 
figuur 3 – Gereedschap voor het verwerken en afsluiten van draden en kabels:
a - sectorschaar van het type NS-3; b - perstang PK-3; c - Perstang PK-4.
Demontabele contactverbindingen.
Opvouwbare contactaansluitingen genaamd:
Aansluiting van geleiders van draden en kabels rechtstreeks op de klemmen van elektrische apparatuur (elektromotoren, besturings- en beveiligingsapparatuur, enz.);
Aansluiting van rails en takken van hen met behulp van bouten;
Uitvoering van aftakkingen van draden en kabels van elektrische hoofdleidingen zonder ze te breken:
Aansluiting van draden met klemmen.
Elektrische apparaten hebben in de regel platte, mannelijke en vrouwelijke contacten (fig. 3).
Deze terminals zorgen voor afneembare verbinding van draden en kabels met elektrische apparatuur. De klemmen van de contactklemmen van elektrische apparaten voor automatisering, besturing, signalering en bescherming kunnen ook bloemblad, pen en gegroefd zijn (Fig. 4). Alleen koperen geleiders van draden en kabels zijn ermee verbonden door te solderen. 
Figuur 4 – Contactconclusies van elektrische apparatuur: een stopcontact; b-pin;
plat; d, e-bloemblad; g-groef; s-pin.
 In schakelapparatuur, stroomcircuits, secundaire circuits, evenals voor het aansluiten van geleiders op installatieproducten, worden overgangscontactklemmen gebruikt (aftakklemmen, kroonluchterklemmen, klemmenblokken van type-set of non-set klemmen) (Fig, 5).
In schakelapparatuur, stroomcircuits, secundaire circuits, evenals voor het aansluiten van geleiders op installatieproducten, worden overgangscontactklemmen gebruikt (aftakklemmen, kroonluchterklemmen, klemmenblokken van type-set of non-set klemmen) (Fig, 5).
Figuur 5 – Mechanische klemmen: a, b, c - overgangscontact;
d, e, f, g - vertakking; h - schroef.
Het ontwerp en de hoofdafmetingen van platte en pinterminals van elektrische apparatuur worden geregeld door GOST 21242-75. Leidingen van elektrische apparatuur zijn in de regel gemaakt van koper, aluminium en hun legeringen. Bij stromen tot 40 A kunnen ze van staal zijn. Leidingen van koper en staal zijn geplateerd met tin, zink-tinlegering, cadmium en nikkel.
Directe installatie van contactverbindingen in elektrische installaties wordt voorafgegaan door het afsluiten van de aders van draden en kabels. Beëindiging van geleiders met een doorsnede tot 10 mm2 kan worden gemaakt in de vorm van een stamper, een ringetje, een punt, met behulp van solderen of krimpen (Fig. 6). 
Figuur 6- Soorten afsluiting van geleiders van draden en kabels: a - in de vorm van een stamper;
b - in de vorm van een ring; c - met een blokpunt; d - beperkend
wasmachine; d - een sterretje; e-tip.
Het wordt aanbevolen om de isolatie van de uiteinden van de geleiders met een doorsnede tot 4 mm 2 te verwijderen met behulp van een tang KSI, KY-1, enz. Aders zonder deze te beschadigen.
Aluminium geleiders aansluiten op de klemmen van elektrische apparatuur
De aansluiting van enkeldraads aluminium geleiders met een doorsnede tot 10 mm2 op de platte klemmen van elektrische apparatuur wordt uitgevoerd na het strippen van de geleider onder een laag neutraal vet (petroleumgelei, CIATIM - 221 of kwarts-vaselinepasta ). Na het strippen wordt het vuile vet verwijderd, vervangen door een schoon vet en wordt het uiteinde van de draad in een ring gebogen. Bij aansluiting op het stopcontact zijn een sterretje en een veerring geïnstalleerd (рнс. 7). 
Figuur 7– Een aluminium geleider aansluiten op een platte klem
elektrische apparaten:
1 schroevendraaier; 2-schroef; 3-veerring; 4-sterren wasmachine;
5-aluminium geleider; 6-pins uitgang.
Enkeladerige aluminium geleiders met een doorsnede van 2,5 mm, vooraf afgesloten met een P-type ringschoen, worden verbonden met de penklemmen door ze tussen twee moeren vast te draaien met de installatie van een ring en een veerring. Enkeldraads aluminium geleiders met een doorsnede van 2,5 ... 10 mm 2, niet afgesloten met een punt, zijn voorgestript tot een metaalglans onder een laag neutraal vet met de geleider in een ring. Draai vervolgens de penklem tussen twee moeren vast met de installatie van een sterretje en een veer.
Houd er rekening mee dat het aansluiten van aluminium geleiders op de pinnen en klemmen van elektrische apparatuur die is geïnstalleerd in vochtige ruimtes, in een agressieve omgeving of buiteninstallaties niet is toegestaan.
In dergelijke omstandigheden is de aansluiting van aluminium geleiders alleen toegestaan na hun afsluiting met koper-aluminium pennokken.
Aansluiting van koperen geleiders van draden en kabels op de klemmen
elektrische apparatuur.
De aansluiting van enkeladerige koperen geleiders met een doorsnede tot 10 mm2 op platte koperen geleiders wordt uitgevoerd na het strippen van de geleider tot een metaalglans, gevolgd door het maken van een ring. Tussen de schroefkop en de kern zijn een ring en een veerring gemonteerd (afb. 6).
De aansluiting van gevlochten koperen geleiders met een doorsnede tot 10 mm2 op platte koperen geleiders wordt uitgevoerd nadat de geleiders zijn afgesloten met een punt of de geleider is gevormd tot een ring met solderen. In dit geval wordt alleen een veerring tussen de schroefkop en de punt geïnstalleerd.
Koperen enkeladerige geleiders van draden en kabels zijn rechtstreeks aangesloten op de vrouwelijke klemmen. Gevlochten koperen geleiders, ongeacht de doorsnede, worden pas aangesloten nadat ze zijn afgesloten met pinnokken. Het is toegestaan om een gevlochten kern te verbinden na het vertinnen van het uiteinde van de kern tot een monolithische staaf. Enkeladerige koperen geleiders met een doorsnede tot 10 mm2 worden op de pinterminals aangesloten nadat ze tot een metaalglans zijn gestript en tot een ring zijn gevormd. De geleiders worden met een oplosmiddel ontdaan van vuil en vet. Op de pinterminal wordt een moer geschroefd, er wordt een koperen kernring op gezet, waarna een ring, een veerring op de pinterminal wordt gemonteerd en de pinterminalmoeren worden vastgedraaid met een steeksleutel. Gevlochten koperen geleiders met een doorsnede tot 10 mm2 moeten worden afgesloten met adereindhulzen of in een ring worden gemaakt met solderen. In dit geval worden bij het aansluiten ook een ring en een veerring geïnstalleerd.
Draadverbindingsmethoden:
Contactverbindingen van geleiders zijn een zeer belangrijk element van het elektrische circuit, daarom moet u bij het uitvoeren van elektrische werkzaamheden altijd onthouden dat de betrouwbaarheid van elk elektrisch systeem grotendeels wordt bepaald door de kwaliteit van elektrische verbindingen.
Aan alle contactverbindingen worden bepaalde technische eisen gesteld. Maar allereerst moeten deze verbindingen bestand zijn tegen mechanische factoren, betrouwbaar en veilig zijn.
Met een klein contactgebied in de contactzone kan een vrij aanzienlijke weerstand ontstaan voor de doorgang van stroom. De weerstand op het punt waar de stroom van het ene contactoppervlak naar het andere gaat, wordt de contactweerstand genoemd, die altijd groter is dan de weerstand van een massieve geleider van dezelfde grootte en vorm. Tijdens bedrijf kunnen de eigenschappen van een contactverbinding onder invloed van verschillende externe en interne factoren zo sterk verslechteren dat een toename van de contactweerstand oververhitting van de draden kan veroorzaken en een noodgeval kan veroorzaken. De transiënte contactweerstand is grotendeels afhankelijk van de temperatuur, waarbij een toename (als gevolg van stroomdoorgang) een toename van de transiënte weerstand van het contact optreedt. Contactverwarming is van bijzonder belang in verband met het effect op het oxidatieproces van contactoppervlakken. In dit geval is de oxidatie van het contactoppervlak intenser naarmate de contacttemperatuur hoger is. Het verschijnen van een oxidefilm veroorzaakt op zijn beurt een zeer sterke toename van de overdrachtsweerstand.
Het is een element van een elektrisch circuit waar twee of meer afzonderlijke geleiders elektrisch en mechanisch met elkaar zijn verbonden. Op het contactpunt van de geleiders wordt een elektrisch contact gevormd - een geleidende verbinding waardoor stroom van het ene deel naar het andere vloeit.

Een eenvoudige overlapping of lichte verdraaiing van de contactvlakken van de aan te sluiten geleiders geeft geen goed contact, omdat door microruwheden het daadwerkelijke contact niet over het gehele oppervlak van de geleiders plaatsvindt, maar slechts op enkele punten, wat leidt tot een aanzienlijke toename van de contactweerstand.

Op het contactpunt van twee geleiders is er altijd een overgangsweerstand van het elektrische contact, waarvan de waarde afhangt van de fysieke eigenschappen van de contactmakende materialen, hun toestand, de drukkracht op het contactpunt, temperatuur en de werkelijke contactgebied.
In termen van betrouwbaarheid van elektrische contacten aluminium draad concurreert niet met koper... Na enkele seconden blootstelling aan lucht is het voorgereinigde aluminium oppervlak bedekt met een dunne harde en vuurvaste oxidefilm met hoge elektrische weerstand, wat leidt tot een verhoogde contactweerstand en sterke verwarming van de contactzone, waardoor de elektrische weerstand neemt nog meer toe. Een ander kenmerk van aluminium is de lage vloeigrens. Een strak aangedraaide verbinding van aluminiumdraden verzwakt na verloop van tijd, wat leidt tot een afname van de contactbetrouwbaarheid. Bovendien heeft aluminium de slechtste geleidbaarheid. Daarom is het gebruik van aluminiumdraden in huishoudelijke elektrische systemen niet alleen onhandig, maar ook gevaarlijk.
Koper oxideert in de lucht bij normale woontemperaturen (ongeveer 20°C). De resulterende oxidefilm heeft geen grote sterkte en wordt gemakkelijk vernietigd door compressie. Bijzonder intense koperoxidatie begint bij temperaturen boven 70 ° C. Een oxidefilm op een koperoppervlak heeft zelf weinig weerstand en heeft weinig invloed op de waarde van de contactweerstand.

De toestand van de contactvlakken heeft een beslissende invloed op de groei van de contactweerstand. Om een stabiele en duurzame contactverbinding te verkrijgen, moet een hoogwaardige stripping en oppervlaktebehandeling van de aangesloten geleiders worden uitgevoerd. De isolatie van de kernen wordt met een speciaal gereedschap of mes op de gewenste lengte verwijderd. Vervolgens worden de kale delen van de aderen schoongemaakt met schuurlinnen en behandeld met aceton of terpentine. De lengte van de groef hangt af van de kenmerken van de specifieke verbindingsmethode, vertakking of afsluiting.

De tijdelijke contactweerstand neemt in grote mate af met een toename van de drukkracht van de twee geleiders, omdat het werkelijke contactoppervlak ervan afhangt. Om de tijdelijke weerstand bij de verbinding van twee geleiders te verminderen, is het dus noodzakelijk om te zorgen voor voldoende compressie, maar zonder destructieve plastische vervormingen.

Er zijn verschillende manieren om de elektrische aansluiting te installeren. De hoogste kwaliteit daarvan zal altijd degene zijn die, onder specifieke omstandigheden, de laagste waarde van de tijdelijke contactweerstand zo lang mogelijk biedt.
Volgens de "Regels voor elektrische installaties" (clausule 2.1.21) moeten de aansluiting, vertakking en afsluiting van geleiders van draden en kabels worden uitgevoerd door lassen, solderen, krimpen of samendrukken (schroef, bout, enz.) de huidige instructies. Bij dergelijke verbindingen is het altijd mogelijk om een constant lage contactweerstand te bereiken. In dit geval is het noodzakelijk om de draden aan te sluiten in overeenstemming met de technologie en met behulp van de juiste materialen en gereedschappen.

Dit is een belangrijke en verantwoorde operatie. Het kan op verschillende manieren worden uitgevoerd: met behulp van aansluitblokken, door solderen en lassen, krimpen en vaak door gewoon te draaien. Al deze methoden hebben bepaalde voor- en nadelen. Het is noodzakelijk om een verbindingsmethode te kiezen voordat u met de installatie begint, omdat dit ook de selectie van geschikte materialen, gereedschappen en apparatuur omvat.

Bij aansluitdraden dezelfde kleur van de nulleider-, fase- en aardingsdraden moet in acht worden genomen. Gewoonlijk is de fasedraad bruin of rood, de neutrale werkdraad is blauw, de beschermende aarddraad is geelgroen.

Heel vaak moeten elektriciens een draad aansluiten op een bestaande lijn. Met andere woorden, u moet een vertakking van de draden maken. Dergelijke verbindingen worden gemaakt met behulp van speciale aftakklemmen, aansluitblokken en doorsteekklemmen.

Wanneer koper en aluminium direct een galvanisch paar vormen en op het contactpunt een elektrochemisch proces plaatsvindt, waardoor aluminium wordt vernietigd. Daarom moet u voor het aansluiten van koper- en aluminiumdraden speciale klem- of boutverbindingen gebruiken.

Draden die op verschillende apparaten zijn aangesloten, hebben vaak speciale adereindhulzen nodig om een betrouwbaar contact te garanderen en de contactweerstand te verminderen. Deze lugs kunnen aan de draad worden gesoldeerd of gekrompen.

Er zijn veel verschillende soorten. Voor koperen geslagen geleiders worden bijvoorbeeld kabelschoenen gemaakt van een massief getrokken koperen buis, afgeplat en aan één kant geboord voor een bout.
Lassen. Aansluiting lasdraad.

Geeft een monolithisch en betrouwbaar contact, daarom wordt het veel gebruikt in elektrische werkzaamheden.
Het lassen wordt uitgevoerd aan de uiteinden van voorgestripte en getwiste geleiders met een koolstofelektrode met behulp van lasmachines met een vermogen van ongeveer 500 W (voor een doorsnede van twists tot 25 mm2). De stroom op het lasapparaat wordt ingesteld van 60 tot 120 A, afhankelijk van de sectie en het aantal te lassen draden.
Door relatief lage stromen en een lage (in vergelijking met staal) smelttemperatuur vindt het proces plaats zonder een grote verblindingsboog, zonder diepe verhitting en metaalspatten, waardoor het mogelijk is om een veiligheidsbril te gebruiken in plaats van een masker. Tegelijkertijd kunnen andere beveiligingsmaatregelen worden vereenvoudigd. Aan het einde van het lassen en afkoelen van de draad, wordt het blote uiteinde geïsoleerd met elektrische tape of krimpkous. Na een kleine training met lassen kunt u snel en efficiënt de aansluitingen maken van elektrische draden en kabels in het voedingssysteem.

Bij het lassen wordt de elektrode naar de te lassen draad gebracht totdat deze elkaar raakt, waarna deze een korte afstand wordt teruggetrokken (OD-1 mm). De resulterende lasboog smelt de twist van de draden om een karakteristieke bal te vormen. Het contact met de elektrode moet kortdurend zijn om de gewenste reflow-zone te creëren zonder de draadisolatie te beschadigen. Het is onmogelijk om een lange booglengte te maken, aangezien de lasplaats poreus blijkt te zijn door oxidatie in de lucht.

Momenteel is laswerk aan het aansluiten van elektrische draden handig om uit te voeren met een inverter-lasmachine, omdat deze een klein volume en gewicht heeft, waardoor een elektricien op een trapladder kan werken, bijvoorbeeld onder het plafond, door de inverter-lasmachine op te hangen zijn schouder. Een verkoperde grafietelektrode wordt gebruikt om elektrische draden te lassen.

In een verbinding die wordt verkregen door lassen, vloeit een elektrische stroom door een monolithisch metaal van hetzelfde type. Natuurlijk blijkt de weerstand van dergelijke verbindingen record laag te zijn. Bovendien heeft een dergelijke verbinding een uitstekende mechanische sterkte.
Van alle bekende methoden om draden aan te sluiten, kan geen van hen zich meten met lassen in termen van duurzaamheid en geleidbaarheid van het contact. Zelfs solderen bezwijkt na verloop van tijd, aangezien een derde, meer smeltbaar en los metaal (soldeer) in de verbinding aanwezig is, en op het grensvlak tussen verschillende materialen is er altijd extra overgangsweerstand en zijn destructieve chemische reacties mogelijk.
Solderen. Aansluiting soldeerdraad.

Solderen is een methode om metalen te verbinden met behulp van een ander, meer laagsmeltend metaal. In vergelijking met lassen is solderen eenvoudiger en goedkoper. Het vereist geen dure apparatuur, is minder brandgevaarlijk, en vaardigheden om goed te solderen zullen bescheidener zijn dan bij het maken van een lasverbinding. Opgemerkt moet worden dat het metalen oppervlak in de lucht meestal snel bedekt wordt met een oxidefilm, daarom moet het vóór het solderen worden schoongemaakt. Maar het gereinigde oppervlak kan snel weer oxideren. Om dit te voorkomen, worden chemicaliën op de behandelde gebieden aangebracht - vloeimiddelen, die de vloeibaarheid van het gesmolten soldeer verhogen. Hierdoor is het solderen sterker.
Solderen is ook de beste manier beëindiging van koperen gestrande geleiders in een ring - de gesoldeerde ring is gelijkmatig bedekt met soldeer. In dit geval moeten alle draden volledig in het monolithische deel van de ring komen en moet de diameter overeenkomen met de diameter van de schroefklem.

Het proces van het solderen van draden en kabelkernen bestaat uit het bedekken van de verwarmde uiteinden van de verbonden kernen met gesmolten tin-loodsoldeer, wat zorgt voor mechanische sterkte en hoge elektrische geleidbaarheid van de permanente verbinding na uitharding. Solderen moet glad zijn, zonder poriën, vuil, verzakking, scherpe uitstulpingen van soldeer, vreemde insluitsels.

Gebruik voor het solderen van koperen geleiders van kleine secties soldeerbuizen gevuld met hars of een oplossing van hars in alcohol, die vóór het solderen op de kruising wordt aangebracht.

Om een hoogwaardige gesoldeerde contactverbinding te maken, moeten de geleiders van de draden (kabels) zorgvuldig worden bestraald, en vervolgens worden gedraaid en gekrompen. De kwaliteit van het gesoldeerde contact hangt grotendeels af van de juiste verdraaiing.

Na het solderen wordt de contactnaad beschermd met meerdere lagen isolatietape of krimpkous. In plaats van isolatietape kan de gesoldeerde contactverbinding worden beschermd met een isolatiekap (PBM). Daarvoor is het wenselijk om de afgewerkte verbinding te bedekken met een vochtbestendige vernis.

Onderdelen en soldeer worden verwarmd met een speciaal gereedschap dat een soldeerbout wordt genoemd. Voorwaarde voor het maken van een betrouwbare verbinding door solderen is dezelfde temperatuur van de te solderen oppervlakken. De verhouding van de temperatuur van de soldeerboutpunt tot de smelttemperatuur is van groot belang voor de kwaliteit van het solderen. Dit kan natuurlijk alleen met het juiste gereedschap.
Soldeerbouten variëren in ontwerp en vermogen. Om huishoudelijk elektrisch werk uit te voeren, is een gewone 20-40 W elektrische soldeerbout voldoende. Het is wenselijk dat deze is uitgerust met een temperatuurregelaar (met een temperatuursensor) of op zijn minst een vermogensregelaar.

Ervaren elektriciens gebruiken vaak de originele soldeermethode. Een gat met een diameter van 6-7 mm en een diepte van 25-30 mm wordt geboord in de werkstaaf van een krachtige soldeerbout (minimaal 100 W) en gevuld met soldeer. In verwarmde toestand is zo'n soldeerbout een klein vertinbad, waarmee je snel en efficiënt meerdere meeraderige verbindingen kunt solderen. Voor het solderen wordt een kleine hoeveelheid hars in het bad gegooid, waardoor het verschijnen van een oxidefilm op het oppervlak van de geleider wordt voorkomen. Het verdere soldeerproces bestaat erin de gedraaide verbinding in een dergelijk geïmproviseerd bad te laten zakken.

Een van de gebruikelijke manieren om een contactpersoon aan te maken, is door gebruik te maken van schroefklemmenblokken... Daarin wordt een betrouwbaar contact verzekerd door de schroef of bout aan te draaien. In dit geval wordt aanbevolen om niet meer dan twee geleiders op elke schroef of bout aan te sluiten. Bij gebruik van gevlochten geleiders in dergelijke verbindingen, moeten de uiteinden van de draden eerst worden vertinnen of speciale adereindhulzen worden gebruikt. Het voordeel van dergelijke verbindingen is hun betrouwbaarheid en inklapbaarheid.
Door aanduiding kunnen klemmenblokken bus en verbinding zijn.

Ontworpen om draden met elkaar te verbinden. Ze worden meestal gebruikt voor het schakelen van draden in aansluitdozen en verdeelborden.

Er worden doorvoerklemmen gebruikt, in de regel, voor het aansluiten van verschillende apparaten (kroonluchters, lampen, enz.) Op het netwerk, evenals voor het verbinden van draden.

Bij het aansluiten van draden met gevlochten geleiders met behulp van schroefklemmenblokken, moeten hun uiteinden vooraf worden gesoldeerd of gekrompen met speciale adereindhulzen.
Bij het werken met aluminiumdraden wordt het gebruik van schroefaansluitblokken niet aanbevolen, omdat aluminium geleiders, wanneer ze met schroeven worden vastgedraaid, vatbaar zijn voor plastische vervorming, wat leidt tot een afname van de betrouwbaarheid van de verbinding.

Onlangs is een zeer populair apparaat voor het aansluiten van draden en kernen van kabels geworden zelfklemmende aansluitklemmen type WAGO... Ze zijn ontworpen om draden met een doorsnede tot 2,5 mm2 aan te sluiten en zijn ontworpen voor een bedrijfsstroom tot 24 A, waardoor u een belasting tot 5 kW kunt aansluiten op de draden die ermee zijn verbonden. In dergelijke klemmenblokken kunnen maximaal acht draden worden aangesloten, wat de bedrading in het algemeen aanzienlijk versnelt. Toegegeven, in vergelijking met draaien nemen ze meer ruimte in beslag in ongesoldeerde dozen, wat niet altijd handig is.

Het schroefloze aansluitblok is fundamenteel anders omdat voor de installatie geen gereedschap en vaardigheden nodig zijn. Een draad die op een bepaalde lengte is gestript, wordt met weinig inspanning op zijn plaats gestoken en door een veer betrouwbaar ingedrukt. Het ontwerp van de schroefloze klemverbinding is al in 1951 ontwikkeld door het Duitse bedrijf WAGO. Er zijn andere fabrikanten van dit soort elektrische producten.

Bij veerbelaste zelfklemmende klemmen is het effectieve contactoppervlak in de regel te klein. Bij hoge stromen leidt dit tot verhitting en loslaten van de veren, waardoor hun elasticiteit verloren gaat. Daarom mogen dergelijke apparaten alleen worden gebruikt op verbindingen die niet zwaar worden belast.

WAGO produceert klemmen voor zowel montage op een DIN-rail als voor bevestiging met schroeven op een vlakke ondergrond, maar bouwklemmen worden gebruikt voor installatie als onderdeel van huishoudelijke bedrading. Deze klemmen zijn verkrijgbaar in drie typen: voor aansluitdozen, voor armatuurarmaturen en universeel.


Klemmenblokken WAGO voor aansluitdozen is het mogelijk om één tot acht geleiders met een doorsnede van 1,0-2,5 mm2 of drie geleiders met een doorsnede van 2,5-4,0 mm2 aan te sluiten. En aansluitblokken voor lampen verbinden 2-3 geleiders met een doorsnede van 0,5-2,5 mm2.

De technologie van het aansluiten van draden met behulp van zelfklemmende klemmenblokken is heel eenvoudig en vereist geen speciaal gereedschap en speciale vaardigheden.

Er zijn ook aansluitblokken waarin de geleider met een hefboom wordt vastgezet. Met dergelijke apparaten kunt u een goede klemming, betrouwbaar contact bereiken en tegelijkertijd gemakkelijk demonteren.

Een van de meest populaire verbindingsproducten onder elektriciens is. Deze klem is een kunststof behuizing met daarin een geanodiseerde conische veer. Om de draden aan te sluiten, worden ze gestript tot een lengte van ongeveer 10-15 mm en gevouwen tot een gemeenschappelijke bundel.Daarna worden PBM erop gewikkeld, met de klok mee draaiend tot het stopt. In dit geval drukt de veer de draden samen, waardoor het nodige contact ontstaat. Dit alles gebeurt natuurlijk alleen wanneer de PBM-dop correct is geselecteerd voor zijn nominale waarde. Met behulp van een dergelijke klem is het mogelijk om meerdere enkele draden met een totale oppervlakte van 2,5-20 mm2 aan te sluiten. Uiteraard zijn de doppen in deze gevallen van verschillende standaardmaten.

Afhankelijk van de grootte hebben PBM's bepaalde aantallen en worden ze geselecteerd op basis van de totale dwarsdoorsnede van de gedraaide kernen, die altijd op de verpakking staat aangegeven. Bij het kiezen van PBM-doppen moet men zich niet alleen laten leiden door hun aantal, maar ook door de totale doorsnede van de draden waarvoor ze zijn ontworpen. De kleur van het product heeft geen praktische betekenis, maar kan worden gebruikt om fase- en nulgeleiders en aardgeleiders te markeren.

PBM-klemmen versnellen de installatie aanzienlijk en vanwege de geïsoleerde behuizing hebben ze geen extra isolatie nodig. Toegegeven, de kwaliteit van hun verbinding is iets lager dan die van de schroefklemmenblokken. Daarom moet bij gelijkblijvende omstandigheden toch de voorkeur worden gegeven aan de laatste.
Draaien. Gedraaide draadverbinding.
Blote draden draaien als verbindingsmethode is niet opgenomen in de "Regels voor Elektrische Installaties" (PUE). Maar ondanks dit beschouwen veel ervaren elektriciens een correct uitgevoerde verdraaiing als een volledig betrouwbare en hoogwaardige verbinding, met het argument dat de overgangsweerstand daarin praktisch niet verschilt van de weerstand in de hele geleider. Hoe het ook zij, goed draaien kan worden beschouwd als een van de fasen van het verbinden van draden door solderen, lassen of PBM-doppen. Daarom is hoogwaardig draaien de sleutel tot de betrouwbaarheid van alle elektrische bedrading.

Als de draden zijn aangesloten volgens het "how it happen"-principe, kan er een grote overgangsweerstand ontstaan met alle negatieve gevolgen van dien op de plaats van hun contact.


Afhankelijk van het type verbinding kan het torderen op verschillende manieren worden uitgevoerd, wat met een kleine overgangsweerstand een volledig betrouwbare verbinding kan opleveren.
Eerst wordt de isolatie voorzichtig verwijderd zonder de draadkern te beschadigen. Secties van aderen die zijn blootgesteld aan een lengte van ten minste 3-4 cm, worden behandeld met aceton of terpentine, schoongemaakt met schuurpapier tot een metaalachtige glans en stevig gedraaid met een tang.


Krimpmethode: veel gebruikt voor het maken van betrouwbare verbindingen in aansluitdozen. In dit geval worden de uiteinden van de draden gestript, samengevoegd tot geschikte bundels en ingeperst. Na het krimpen wordt de verbinding beschermd met isolatietape of krimpkous. Het is eendelig en behoeft geen onderhoud.
Krimpen wordt beschouwd als een van de meest betrouwbare manieren om draden aan te sluiten. Dergelijke verbindingen worden gemaakt met behulp van hulzen door continue compressie of lokale inkepingen met speciaal gereedschap (perstang), waarin vervangbare matrijzen en ponsen worden gestoken. In dit geval wordt de wand van de huls in de kernen van de kabel gedrukt (of geperst) met de vorming van een betrouwbaar elektrisch contact. Krimpen kan door middel van lokale inkeping of continu krimpen. Massieve plooien zijn meestal zeshoekig.
Het wordt aanbevolen om koperdraden voor het krimpen te behandelen met een dik vet dat technische vaseline bevat. Deze smering vermindert wrijving en vermindert het risico op kernschade. Een niet-geleidend smeermiddel verhoogt de overgangsweerstand van de verbinding niet, omdat, als de technologie wordt gevolgd, het smeermiddel volledig wordt verplaatst van het contactpunt en alleen in de holtes achterblijft.

Voor het krimpen worden meestal handmatige perstangen gebruikt. In het meest voorkomende geval zijn de werklichamen van deze gereedschappen matrices en ponsen. In het algemene geval is de pons een beweegbaar element dat lokale inkepingen op de huls produceert, en de matrix is een gekrulde vaste beugel die de druk van de huls waarneemt. Matrijzen en ponsen kunnen vervangbaar of verstelbaar zijn (ontworpen voor verschillende secties).
Bij het installeren van gewone huishoudelijke bedrading worden in de regel kleine krimptangen met gekrulde kaken gebruikt.

Als krimpkous kunt u natuurlijk elke koperen buis gebruiken, maar het is beter om speciale hulzen van elektrisch koper te gebruiken, waarvan de lengte overeenkomt met de voorwaarden voor de betrouwbaarheid van de verbinding.

Bij het krimpen kunnen de draden aan beide zijden in de huls worden gestoken totdat ze elkaar strikt in het midden of vanaf één kant raken. Maar in ieder geval moet de totale doorsnede van de draden overeenkomen met de binnendiameter van de huls.
Solderen wordt gebruikt in gevallen waar lassen en krimpen niet mogelijk is. Het solderen wordt uitgevoerd met behulp van een propaan-zuurstofbrander. Het solderen van enkeldraads geleiders 2,5 - 10 mm2 kan ook met een soldeerbout.
Solderen van aluminium geleiders tot 10 mm2
De verbinding en vertakking wordt uitgevoerd door gesoldeerd draaien, de beëindiging - door een ring te maken.
Massieve aluminium geleiders 2,5 - 10 mm2. Het solderen van verbindingen en takken wordt uitgevoerd door dubbel te draaien met een groef. Isolatie wordt verwijderd uit de aderen, gereinigd tot een metaalachtige glans. De verbinding wordt vervolgens verwarmd met een propaan-zuurstof fakkelvlam totdat het soldeer smelt.
Wrijf met een soldeerstaafje A, in de vlam gestoken, aan één kant over de groef. Naarmate de verbinding warmer wordt, worden de geleiders vertind en wordt de groef gevuld met soldeer. Evenzo zijn de geleiders vertind en is de groef aan de andere kant gevuld met soldeer.
De aangesloten kernen en draaipunten zijn ook vertind met soldeer van de buitenoppervlakken. Na afkoeling wordt de kruising geïsoleerd.
Solderen van enkeladerige en meeraderige koperen geleiders 1,5 - 10 mm2.
De verbinding en vertakking van draden met koperen geleiders wordt uitgevoerd met een gesoldeerde twist (zonder groef). De isolatie van het uiteinde van de kern wordt verwijderd op een lengte van 20 - 35 mm, de kern wordt gereinigd met schuurpapier tot een metaalachtige glans, de aan te sluiten kernen worden gedraaid en gesoldeerd met een soldeerbout of in een bad met gesmolten soldeer POSS 40-0.5 (soldeersels van andere merken kunnen ook worden gebruikt, bijvoorbeeld POSS 40-2, POSS 61-0.5). Bij het solderen wordt een vloeimiddel gebruikt - hars of een alcoholoplossing van hars. De soldeerplaats is na afkoeling geïsoleerd.
De afsluiting van gevlochten koperen geleiders 1 - 2,5 mm2 wordt uitgevoerd in de vorm van een ring gevolgd door de helft. Om dit te doen, verwijdert u de isolatie van het uiteinde van de kern op een lengte van 30-35 mm, reinigt u deze tot een metaalachtige glans met schuurpapier, buigt u het uiteinde van de kern in de vorm van een ring met een rondbektang, dek af het met colofonium of een oplossing van colofonium in alcohol en dompel gedurende 1 - 2 s onder in gesmolten POSS 40 soldeer - 0,5. Isoleer na afkoeling de kern tot aan de ring.
Solderen van gevlochten aluminium geleiders met een doorsnede van 16 - 150 mm2.
 Alvorens de verbindingen en aftakkingen te solderen, verwijder de isolatie van het uiteinde van de kern op een lengte van 50-70 mm. Alvorens de papierisolatie te verwijderen, wordt een draadbondage aangebracht op de plaats waar het wordt gesneden, vervolgens wordt de tang gebruikt om het draaien van de kerndraden los te maken en wordt het impregneermiddel verwijderd met een in benzine gedrenkte doek. Geleiders met rubberen en plastic isolatie hebben deze bewerking niet nodig.
Alvorens de verbindingen en aftakkingen te solderen, verwijder de isolatie van het uiteinde van de kern op een lengte van 50-70 mm. Alvorens de papierisolatie te verwijderen, wordt een draadbondage aangebracht op de plaats waar het wordt gesneden, vervolgens wordt de tang gebruikt om het draaien van de kerndraden los te maken en wordt het impregneermiddel verwijderd met een in benzine gedrenkte doek. Geleiders met rubberen en plastic isolatie hebben deze bewerking niet nodig.
De sectorvormige ader wordt met een pers afgerond. Gevlochten geleiders kunnen worden gefileerd met een multifunctionele tang. Het van isolatie ontdane uiteinde van de geleider wordt in stappen afgesneden. Aan de rand van de isolatie zijn meerdere windingen van draadasbest gewikkeld.
De geleiders worden verwarmd met de vlam van een propaan-butaantoorts of een steekvlam. na het begin van het smelten, wordt de soldeerstaaf A, ingebracht in de vlam, aangebracht op het gehele getrapte oppervlak van het draaien van draden en op hun uiteinden, terwijl voor het volledig vertinnen van de draden, het oppervlak van de kern zorgvuldig wordt ingewreven met een staalborstel. Dit beëindigt het proces van aderonderhoud.
Daarna wordt aan de beoogde rand van de vorm een asbestkoord op de kern gewikkeld. De uiteinden van de aderen worden in een gespleten vorm gelegd. Ze versterken de vorm van de aderen met speciale sloten of draadbinders en plaatsen beschermende schermen op de aderen, en installeren voor grote geleiderdoorsneden koelers. De mal wordt verwarmd met een vlam, beginnend vanaf de onderkant van het middengedeelte en verder langs het hele oppervlak, totdat het soldeer begint te smelten, waarvan de staaf in de vlam wordt ingebracht en in het spuitgat wordt gesmolten totdat de mal is gevuld met het soldeer naar boven.
Het gesmolten soldeer wordt gemengd met een staaldraadhaak en slakken worden verwijderd van het oppervlak van het gesmolten metaalbad, het soldeer wordt verdicht door licht op de vorm te tikken. Nadat de verbinding of aftakking is afgekoeld, worden de schermen en de vorm verwijderd en wordt de soldeerplaats gevijld, vervolgens bedekt met vochtbestendige lak en geïsoleerd.
Aluminium geleiders solderen
Het solderen van aluminium geleiders gebeurt met lugs. In dit geval wordt de maat van de punt over de doorsnede een stap hoger genomen (voor een kern van 50 mm2 wordt een punt van 70 mm2 genomen) voor een betere penetratie van het soldeer in de opening tussen de kern en de punt .
Het binnenoppervlak van de tiphuls wordt gereinigd met een staalborstel en vertind, vervolgens wordt de tip op de kern geplaatst zodat de centrale draad (de eerste stap van de kern) 5-6 mm uit de nek van de tip steekt. Ter afdichting wordt een asbestkoord om de kern bij de hals van de punt gewikkeld en aan de kern wordt een scherm bevestigd.
De vlam van de brander is gericht op het bovenste uiteinde van de huls van de punt en de eerste fase van het draaien van de kern die eruit steekt en wordt verwarmd tot het begin van het smelten van het soldeer. De soldeerstift wordt in de punt gesmolten totdat de volledige ruimte tussen de kern en de punthuls is gevuld.
Na afkoeling en verwijdering van het scherm en de asbestwikkeling, wordt het soldeerpunt bedekt met een vochtbestendige lak en worden de geleiders geïsoleerd tot 3/4 van de tiphulshoogte.
Afsluiting van gevlochten koperen geleiders 1,5 - 240 mm2
De afsluiting van koperen gevlochten geleiders van 1,5 - 240 mm2 wordt uitgevoerd met afgestompte adereindhulzen. Isolatie wordt verwijderd van het uiteinde van de kern over een lengte gelijk aan de lengte van de tiphuls plus 10 mm. De sectorkern wordt afgerond met een tang. Verwijder met een in benzine gedrenkte doek het impregneermiddel van het uiteinde van de kern, bedek het met vloeimiddel of soldeervet en tin. Op de kern wordt een punt aangebracht, aan het onderste uiteinde wordt een verband van twee of drie lagen asbest aangebracht.
De punt wordt verwarmd met een vlam van een propaan-zuurstoftoorts of met een soldeerbout en er wordt voorgesmolten POSSu 40-0.5 soldeer in gegoten, zodat het soldeer tussen de draden van de kern dringt. Meteen daarna met een met soldeerzalf ingesmeerde doek wegrijden en de soldeervlekken op het oppervlak van de punt gladstrijken. het asbestverband wordt verwijderd en op zijn plaats wordt isolatie aangebracht.
Solderen van aluminium op koper
De verbinding van aluminium geleiders 16-240 mm2 met koperen geleiders gebeurt op dezelfde manier als het solderen van twee aluminium geleiders.
De aluminium geleider is voorbereid voor hardsolderen met een getrapte snede of afschuining in een hoek van 55 graden met de horizontaal. De koperen kern wordt op dezelfde manier voorbereid als bij het hardsolderen van koperen kernen.
De uiteinden van de aluminium geleiders moeten eerst worden vertind met A-soldeer en daarna met POSSu-soldeer, en de uiteinden van de koperen geleiders en koperen aansluitbussen - met POSSu-soldeer.
Beëindiging van aluminium geleiders met koperen kabelschoenen
De aansluiting van aluminium geleiders met koperen kabelschoenen gebeurt op dezelfde manier als de aansluiting van aluminium kabelschoenen. De koperen punt is voorlopig vertind met POSSu 40-0,5 soldeer.
Beëindiging wordt ook uitgevoerd met de voorbereiding van het uiteinde van de aluminium kern met een afschuining in een hoek van 55 graden. In dit geval wordt het uiteinde van de geprepareerde aluminium kern in de tiphuls gestoken met een afschuining naar het contactgedeelte zodat de kern 2 mm verzonken in de tiphuls is. De openingen worden afgedicht door direct terugvloeien van TsO-12-soldeer op het afgeschuinde oppervlak van de kern. De oxidefilm van het uiteinde van de kern wordt met een schraper onder de soldeerlaag verwijderd.