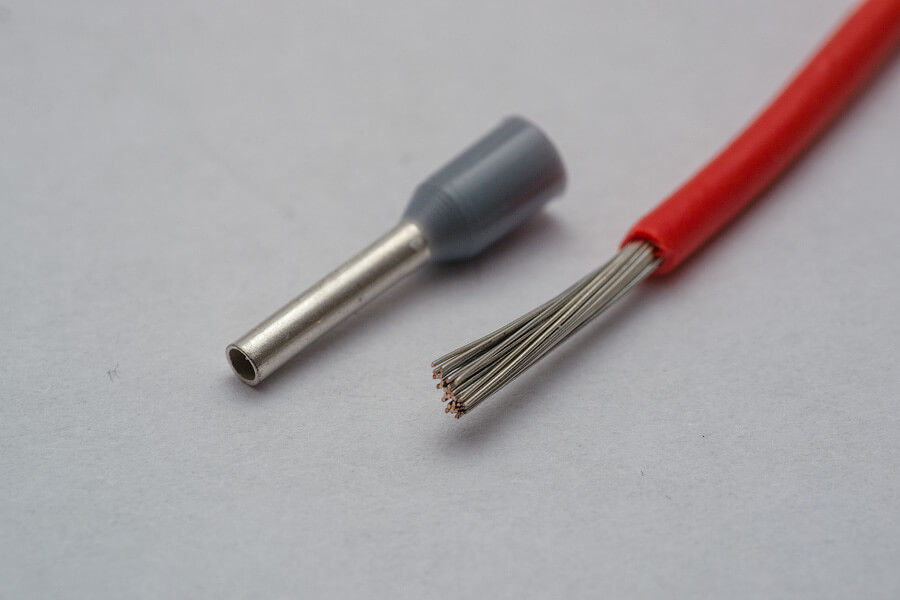
Laidų ir kabelių laidų užbaigimui naudojamas specialus įrankis preso replių pavidalu. Patiems nutiesti laidininką nėra sunku, daug svarbiau pasirinkti tinkamą kabelio antgalią. Toliau pateiksime metodiką, kuri leis nesunkiai susidoroti su užspaudimu tiek suvytiniais, tiek vienalydžiais laidais, tiek iš aliuminio, tiek iš vario ir tuo pačiu mažo ir didelio skerspjūvių.
Svarbu žinoti
Pirmas dalykas, apie kurį norėčiau pakalbėti, yra laidų ir kabelių laidų sujungimo su specialiu įrankiu svarba ir kodėl apskritai reikia suspausti laidus su antgaliais. Tikrai atkreipėte dėmesį į tai, kaip jis prijungtas prie skirstomojo skydo korpuso. Geltonai žalia viela tvirtinama iš abiejų pusių varžtu per specialią ąselę, kaip parodyta toliau esančioje nuotraukoje.
Ne taip seniai vietoj tokio galiuko vena buvo tiesiog replių pagalba sulenkta į žiedą ir priveržta varžtu. Kai kurie būsimi elektrikai tiesiog įkišo šerdį tarp varžto ir plokštės ir atsargiai prispaudė atsuktuvu. Tai daryti griežtai draudžiama, nes naudojant šį laidininkų nutraukimo būdą, pereinamasis pasipriešinimas padidėja, dėl to matosi išsilydžiusi kabelio izoliacija, dėl kurios gali įvykti trumpasis jungimas laiduose arba rimtesnės pasekmės – kilti gaisras namas.
Kita labai nepalanki nepalankaus laidininkų tvirtinimo pasekmė yra nulinis perdegimas esant didelėms srovės apkrovoms. Galite sužinoti atitinkamame straipsnyje!
Nutraukimo technologija
Patiems specialiu įrankiu nutraukti laidą ar kabelį nebus sunku. Jums tereikia paimti tinkamą antgalį, uždėti jį iki galo ant šerdies ir suspausti spaudu. Šiuo atveju užspaudimo taškų skaičius priklauso nuo presavimo įrankio konstrukcijos. Jei užspaudimas atliekamas naudojant štampą su taškiniu kontaktu, paspauskite antgalius 2 ar daugiau vietų, paskirstytų išilgai. Jei prispausta antgalio dalis prilygsta įdubimo pločiui po presavimo, tada pakanka vieno taško. Rankovės yra sulenktos su mažiausiai dviem įdubomis, po vieną kiekvienoje pusėje, kad būtų laikomas kiekvienas laidininkas. Apskritai užspaudimo taškų skaičius priklauso nuo presavimo įrankio štampai „žandikaulių“ pločio.
Tai būtina siekiant geresnio kontakto, minimalaus ir mechaninio stiprumo. Paprastais žodžiais tariant – tokiu atveju laidininkas neiššoks iš antgalio ar rankovės.
Laidininkų uždarymo ir užspaudimo taisyklės ir technologija aprašyti šiuose dokumentuose:
- VSN 139-80
- I1.09-10
Be to, reikia atkreipti dėmesį į svarbų reikalavimą - aliuminio laidininko užspaudimui būtina papildomai naudoti kvarco-vazelino tepalą, kuris neleidžia susidaryti oksido plėvelei, kuri pablogina kontaktą.

Namuose ne visada protinga pirkti brangų presavimo įrankį, todėl alternatyvų yra. Pavyzdžiui, yra specialus ir kabelių nuėmiklis, kurio konstrukcijoje gali būti presas, kaip parodyta nuotraukoje. 


Galima apsieiti ir be vadinamųjų replių – rankomis plaktuku ar replėmis išlyginkite įvorę, tačiau tokiu atveju gero kontakto garantijos nėra, todėl patikimam gyslų nutraukimui vis tiek geriau išleisti bent nuėmiklį. , o dar geriau gofruotojas (specialus apspaudimas). Apie tai kalbėjome atskirame straipsnyje. 
Atkreipiame jūsų dėmesį į tai, kad nusprendę viengyslį laidininką nutraukti replėmis, turite pasirinkti tinkamą užspaudimo štampą. Neteisingai pasirinkus, yra didelė tikimybė sugadinti rankovę ar antgalį, tiesiog suplėšyti jo metalą.
Be to, yra specialūs litavimo antgaliai. Šiuo atveju laido arba maitinimo kabelio laidininkų nutraukimas vyksta dviem etapais:
- Šerdis, nulupta iki metalinio blizgesio ir apdorota neutraliu lydmetaliu, visiškai įkišta į antgalį.
- Lydmetalis pilamas per specialią skylę.
Vaizdo instrukcija, kaip naudoti presą
Trumpai apie patarimus
Na, o paskutinis dalykas, apie kurį norėčiau pakalbėti, yra tai, kokiais antgaliais galima baigti laidą ir laidą namuose. Šiandien šie nutraukimo produktai yra populiarūs pramonėje ir kasdieniame gyvenime.
Kontaktinės jungtys yra labai svarbus elektros darbų elementas, nes bet kurios elektros instaliacijos patikimumą daugiausia lemia elektros kontakto kokybė.
Visoms kontaktinėms jungtims taikomi tam tikri techniniai reikalavimai, įskaitant elektrinius parametrus, dizainą, gerą atsparumą mechaniniams veiksniams, patikimumą ir saugumą. Šioje kolekcijoje yra geriausi svetainės straipsniai, apimantys pagrindinius būdų, kaip sukurti kokybiškus ryšius ir atšakas laidai ir kabelių gyslos elektros instaliacijose.
Dviejų laidininkų sąlyčio taške, kontaktinis atsparumas, kurio reikšmė priklauso nuo daugybės veiksnių: besiliečiančių medžiagų fizikinių savybių, jų būsenos, gniuždymo jėgos sąlyčio taške, šildymo temperatūros ir kt.
Ypač nepalankus elektros kontakto patikimumo požiūriu aliuminio paviršius... Po kelių sekundžių oro poveikio iš anksto nuvalytas aliuminio paviršius padengiamas plona oksido plėvele, kieta ir atspari ugniai, turinčia didelę elektrinę varžą. Aliuminio lydymosi temperatūra yra 565 - 578 o C, o jo oksido plėvelė apie 2000 o C.
Skirtingai nuo aliuminio, varis pasižymi geresniu laidumu, lėtai oksiduojasi ir turi patenkinamas mechanines savybes. Vario oksido plėvelė lengvai pašalinama ir neturi didelės įtakos elektros jungties kokybei.
Tiesiogiai prijungtas prie vario, aliuminis sudaro galvaninę porą, būdamas neigiamu elektrodu. Sąlyčio vietoje vyksta elektrocheminis procesas, dėl kurio sunaikinamas aliuminis.
Norėdami prijungti varinius ir aliuminio laidus ir kabelių šerdis, turite naudoti specialius gnybtus ir varžtines jungtis, kurios aprašytos šiame straipsnyje -.
 Kuriant kontaktinį ryšį visada skiriamas ypatingas dėmesys laidų ir kabelių laidininkų paruošimas: nuimkite izoliaciją nuo šerdies specialiu įrankiu arba švitriniu skudurėliu, acetonu arba baltu purškalu nuvalykite nuogas šerdies dalis. Nustatant pjūvio ilgį, reikia atsižvelgti į konkretaus laidų ir kabelių laidų sujungimo, šakojimo ar užbaigimo būdo ypatumus.
Kuriant kontaktinį ryšį visada skiriamas ypatingas dėmesys laidų ir kabelių laidininkų paruošimas: nuimkite izoliaciją nuo šerdies specialiu įrankiu arba švitriniu skudurėliu, acetonu arba baltu purškalu nuvalykite nuogas šerdies dalis. Nustatant pjūvio ilgį, reikia atsižvelgti į konkretaus laidų ir kabelių laidų sujungimo, šakojimo ar užbaigimo būdo ypatumus.
Yra didelė įvairovė elektros kontaktų tvirtinimo būdai... Kokybiškiausia kontaktinė jungtis visada bus ta, kuri kuo ilgiau užtikrins mažiausią kontaktinę varžą.
Pagrindiniai kontaktinių jungčių sujungimo būdai yra suvirinimas, litavimas, presavimas, varžtinės ir gnybtinės jungtys. Kiekvienas iš šių metodų turi savo privalumų ir trūkumų.
Prieš pradedant presavimą ir suvirinimą elektros instaliacijos praktikoje, pagrindinis buvo varinių laidininkų sujungimo, šakojimo ir užbaigimo būdas. Plačiai buvo naudojami mažų pjūvių gyslų sukimo būdai, vėliau lituojant minkštais alavo lydmetaliais. Dabar šis metodas retai naudojamas dėl didelio darbo intensyvumo.
Laidų ir kabelių gyslų litavimo procesas susideda iš šildomų sujungtų gyslų galų padengimo išlydytu alavo ir švino lydmetaliu. Kanifolija, stearinas arba litavimo tepalas () naudojamas kaip srautas.
Mažų sekcijų variniams laidininkams lituoti naudokite kanifolija užpildytus litavimo vamzdelius arba kanifolijos tirpalą spirite, kuris prieš litavimą užtepamas ant jungties. Jungtis turi būti mechaniškai tvirta. Litavimas turi būti lygus, be porų, nešvarumų, įdubimų, aštrių lydmetalio iškilimų, pašalinių intarpų.
Po litavimo ant kontaktinės jungties užtepami 2-3 sluoksniai lipnios izoliacinės juostos su kiekvienu apsisukimu. Labai pageidautina šią vietą iš viršaus padengti drėgmei atspariu laku. Vietoj izoliacinės juostos ant lituojamos kontaktinės jungties galima uždėti izoliacinį dangtelį.
Litavimas taip pat naudojamas, kai suvynioti variniai laidininkai sujungiami į žiedą. Tai geriausias būdas sujungti iki 2,5 mm 2 suvytusius varinius laidininkus. Lituojamas žiedas turi būti tolygiai padengtas lydmetaliu. Sukimo laidai turi visiškai patekti į monolitinę žiedo dalį, o jo skersmuo turi atitikti varžto spaustuko skersmenį.
Norint sukurti kokybišką lituotą kontaktinę jungtį, laidų (kabelių) laidai turi būti teisingai susukti. Lituoto kontakto kokybė labai priklauso nuo teisingo sukimo. Norėdami sužinoti, kaip padaryti gerą pasukimą, žiūrėkite čia:
Vienas iš seniausių būdų sukurti kontaktą yra varžtų ir varžtų jungčių naudojimas... Jie priklauso sulankstomiems kontaktams. Laikinojo pasipriešinimo stabilizavimas juose atliekamas priveržiant varžtą ar varžtą.
 Pastaruoju metu itin populiarus laidų ir kabelių gyslų sujungimo būdas yra WAGO tipas. Yra ir kitų tokio tipo elektros gaminių gamintojų – gnybtų blokai REXANT, TRIDONIC, Klemsan, SMK ir kt.
Pastaruoju metu itin populiarus laidų ir kabelių gyslų sujungimo būdas yra WAGO tipas. Yra ir kitų tokio tipo elektros gaminių gamintojų – gnybtų blokai REXANT, TRIDONIC, Klemsan, SMK ir kt.
Suvirinimas suteikia monolitinį ir patikimą kontaktą, todėl plačiai naudojamas elektros darbuose:
Suspaudimo replių pagalba taip pat nutraukiami laidų ir kabelių laidininkai. Norėdami tai padaryti, naudokite specialius gofravimo patarimus:.
Labai dažnai elektrikams tenka elektros instaliaciją prijungti prie esamos linijos, einančios santykinai arti. Kitaip tariant, tai būtina sukurti laidų atšaką... Šiame straipsnyje buvo aprašyta, kaip sukurti šakas naudojant specialius šakų spaustukus, gnybtų blokus ir pradūrimo spaustukus -
Kurdami laidų ir kabelių jungtis, galūnes ir atšakas nepamirškite laikytis saugos taisyklių, tai ypač svarbu naudojant specialius įrankius ir įrangą!
Laukiu jūsų komentarų!
Apžvalgą parengė Andrejus Povny
ŽEMĖS ŪKIO IR MAISTO MINISTERIJA
Baltarusijos Respublikos pagrindinis švietimo, mokslo ir personalo skyrius
UGDYMO INSTITUCIJA
"BUDA-KOŠELEVSKIJŲ VALSTYBINĖ AGRARINĖS TECHNIKOS KOLEGIJA"
Disciplina "Elektros darbų technologija"
Specialybė:
2-74 06 31-01 „Žemės ūkio produkcijos (elektros energetikos) energijos tiekimas“.
Laboratorinis darbas Nr.3
Tema:
Laidų ir kabelių sujungimo kokybės tyrimas, atliekamas įvairiais būdais.
Darbo tikslas:
Ištirti neatskiriamų ir sulankstomų kontaktinių jungčių darymo būdus. Įgykite praktinių kontaktinių jungčių kūrimo įgūdžių lituodami, suvirindami ir tikrindami slėgį.
Baigta: studentas
3 kursai, 55 es grupės
Poliakovas A. Yu.
Tikrino: mokytojas
Laškevičius A.V
1. Pamokos tema ir tikslas.
2. Trumpa teorinė informacija.
3. Eskizų brėžiniai.
INSTRUKCIJOS
Laidų ir kabelių laidininkų sujungimo būdai
Elektros jungtys atliekamos suvirinant, lituojant, užspaudžiant, sukuriant sulankstomus kontaktinius sujungimus.
Suvirinimas. Suvirinimas naudojamas visų skerspjūvių laidų ir kabelių aliumininiams laidininkams užbaigti ir sujungti, taip pat aliuminio laidininkams sujungti su variniais, kurių skerspjūvis ne didesnis kaip 10 mm 2. Yra trys suvirinimo būdai; elektrinis suvirinimas kontaktiniu šildymu, termitu ir dujomis.
Aliuminio laidininkus uždarant ir sujungiant suvirinant, naudojamas VAMI srautas. Fliusas skirtas pašalinti oksido plėvelę nuo aliuminio laidininkų paviršiaus ir apsaugoti paviršių nuo oksidacijos. VAMI flux yra trijų komponentų mišinys: kalio chlorido (50%), natrio chlorido (30%), kriolito (20%). Srauto lydymosi temperatūra yra 630 °C. Chemijos pramonė gamina srautą miltelių pavidalu, supakuotą į hermetiškai uždarytas skardines. Prieš naudojimą fliuso milteliai praskiedžiami vandeniu iki tirštos grietinės konsistencijos (100 srauto dalių 30 ... 40 masės dalių vandens). Prieš suvirinant, srautas plaukų šepečiu užtepamas plonu sluoksniu ant aliuminio laidų paviršiaus; storas srauto naudojimas nepagerina jungties kokybės.
Elektrinis suvirinimas kontaktiniu šildymu yra labiausiai paplitęs suvirinimo būdas, naudojamas laidų ir kabelių aliumininių laidų užbaigimui ir sujungimui. Atliekama: naudojant žnyples su dviem anglies elektrodais (1 pav.); naudojant segtuką (2 pav.).

Ryžiai. 1- Sudėtinis aliuminisRyžiai. 2- Sudėtinis aliuminis
gyveno žnyplėse su dviem elektrodais: gyveno elektriniu suvirinimu žnyplėmis su
1-anglies elektrodas; 2 sukimas naudojant spaustuką:
aliuminio laidininkai; 1 spaustukas iš plieninės juostelės;
3 elektrodų spaustukas 2 anglies elektrodai;
3 elektrodų spaustukas
Dujinis suvirinimas naudojamas aliuminio laidininkų užbaigimui, prijungimui ir šakojimui. Vieno laido laidininkams, kurių bendras skerspjūvis yra iki 20 mm 2, prijungti - propanas-oras ir tik užbaigimui - deguonies-acetileno suvirinimas. Varinių laidininkų nutraukimas, prijungimas ir šakojimas dujomis suvirinant neleidžiamas.
Propano-deguonies suvirinimas plieninėse formose jie naudojami 300 ... 1500 mm 2 skerspjūvio gyslų užbaigimui ir atliekami naudojant plokštes iš AD31T1 kietojo lydinio ir LS antgalius.
Šerdims, kurių skerspjūvis yra 16 ... 240 mm ", strypo galas naudojamas sulydant į monolitą, pridedant legiruojančių priedų iš aliuminio lydinių. Gyslių, kurių skerspjūvis 16 ... 1500 mm 2, sujungimas gali būti gaminami nuo galo iki galo, o šerdys, kurių bendras skerspjūvis yra iki 400 mm 2 - galuose į bendrą monolitinį strypą.
Termitas suvirinimas užtikrina aukštos kokybės elektros kontaktą. Tai atliekama naudojant termitinę kasetę, kurią sudaro mufelis (termito masė) ir plieninė cilindrinė aušinimo forma. Deginant termito masę, šaldymo formos viduje nustatoma temperatūra, kuri leidžia sėkmingai suvirinti aliuminį.
Termitinis suvirinimas naudojamas laidų ir kabelių aliumininiams laidininkams sujungti, baigti ir šakoti. Suvirinimui aliumininių laidų, kurių bendras skerspjūvis yra iki 240 mm 2, galuose naudojamos PAT prekės ženklo termitinės kasetės, mažo skerspjūvio vienviečiams laidams suvirinti - prekės ženklas PATO, užpakaliniams. Jungtiniai laidų ir kabelių laidininkai, kurių skerspjūvis yra 16 ... 800 mm "- PA prekės ženklo termitinės kasetės.
Sujungiant ir baigiant, venų galai įkišti į termito kasetės vėsinimo formą.
Kietasis litavimas yra metalo apdirbimo būdas, skirtas nuolatiniam ryšiui sudaryti naudojant išlydytą tarpinį metalą arba lydinį, vadinamą lydmetaliu.
Skardavimas - tai metalo padengimas plonu litavimo sluoksniu, apsaugančiu nuo oksidacijos, taip pat laidininkų sandūroje, kad būtų geras kontaktas.
Su srautais vadinamos litavimui naudojamos pagalbinės medžiagos. Jie ištirpina ir pašalina oksido plėveles nuo jungiamų metalų paviršiaus ir lydalo, taip pat sudaro tvirtą, hermetišką plėvelę ant jo paviršiaus. Todėl srauto tankis ir lydymosi temperatūra yra žemiau panaudoto lydmetalio (1 lentelė).
Aliuminio litavimas trukdo dėl lengvo oksidavimosi, kai ant paviršiaus susidaro stipri oksido plėvelė. Paprastai jis pašalinamas tiesiogiai litavimo metu mechaniniu būdu, trinant specialiu metaliniu šepečiu arba tiesiogiai litavimo lazdele. Tokiu atveju oksido plėvelė pašalinama po litavimo sluoksniu, o pastarasis tvirtai sujungiamas su metaliniu paviršiumi. Aliuminio laidininkai lituojami naudojant lydmetalius A, TsO-12, TsA-15.
TsA-15 lydmetalis pasižymi dideliu mechaniniu stiprumu ir atsparumu korozijai. Jį naudojant, specialių priemonių litavimo vietai apsaugoti nuo korozijos nereikia. Tačiau jis turi trūkumą - aukštą lydymosi temperatūrą, kuri riboja jo naudojimą elektros instaliacijos praktikoje dėl pavojaus, kad litavimo metu gali perkaisti šerdies izoliacija.
Lydmetalis TsO-12 turi žemesnę lydymosi temperatūrą nei TsA-15, tačiau nėra pakankamai atsparus korozijai. Jis naudojamas aliumininiams kabelių laidams lituoti jungčių viduje, kurių hermetiškas sandarinimas neleidžia drėgmei ir orui patekti į litavimo vietą.
Lydmetalis A turi žemą lydymosi temperatūrą ir geriau atsparus korozijai nei lydmetalis TsO-12. Tačiau litavimo taškai turi būti padengti drėgmei atspariu laku ir kruopščiai izoliuoti.
Variniai laidininkai lituojami naudojant fliusus naudojant minkštus alavo-švino lydmetalius POS-30, POS-40 ir kt.
Lituojant kaip šilumos šaltinis naudojamas lituoklis (gyslėms, kurių skerspjūvis iki 10 mm 2), pūtiklio benzininė lempa, kurios talpa 0,5 ... 1 l arba specialus įrankių komplektas su užpildytais cilindrais. su propanu-butanu.
Suspaudimas
Suspaudimas - laidų p> laidininkų sujungimas vietiniu įdubimu arba nuolatiniu ir kombinuotu suspaudimu.
Elektros instaliacijos praktikoje plačiai paplitęs varinių ir aliuminio laidininkų sujungimas, šakojimas ir užbaigimas presavimo būdu. Suspaudimo metu į vamzdinę antgalio dalį arba specialią įvorę įkišama viela arba kabelio šerdis ir suspaudžiama matrica bei perforatoriumi. Tarp movos ir laidininko susidaręs kontaktinis slėgis užtikrina patikimą elektros jungtį.
Spaudžiant vietiniu įdubimu per perforatoriaus dantis vienoje ar keliose vietose, sukuriamas didelis slėgis vienoje vietoje ir geriausias elektrinis kontaktas,
Suspaudžiant ištisiniu presavimu, per visą užspaudimą susidaro didelis slėgis, taigi ir geras elektros kontaktas.
Kombinuotas suspaudimas pagerina elektrinį kontaktą tarp šerdies ir vamzdinės antgalio arba movos dalies dėl to, kad nuolatinio suspaudimo sąlygomis toje vietoje, kur matrica spaudžia šansono dantį, susidaro papildomas aukštas slėgis. smūgis. Presavimui naudojami įvairūs įrankiai ir mechanizmai.
Renkantis užspaudimo būdą (vietinis įspaudimas, ištisinis arba kombinuotas užspaudimas), pakanka įsisavinti vieno iš jų atlikimo būdus, nes, nepaisant išorinių skirtumų atliekant presavimą šiais būdais, dauguma operacijų yra to paties tipo. Užspaudimas kietuoju arba kombinuotu presavimu reikalauja didelių pastangų naudoti galingus presus. Norėdami užspausti vietiniu įdubimu, galite naudoti visų rūšių reples. Be to, atliekant elektros darbus labiausiai paplitęs vietinio įdubimo būdas.
Dirbant su įrankiu būtina laikytis bendrųjų saugos taisyklių, taip pat taisyklių, pateiktų presų, replių ir kitų įrankių naudojimo instrukcijose.
Kontaktinio sujungimo patikimumas visais atvejais yra pakankamai didelis, jei teisingai nustatytas panaudojimo laukas, tiksliai parinktas antgalis ar įvorė, darbo įrankiai, kruopščiai paruošti paviršiai ir teisingai atliktas užspaudimas.
Nutraukimas
Nutraukimas- laidų ar kabelių laidų galų apdaila vėlesniam prijungimui.
Aliumininiams laidininkams (skerspjūvio nuo 16 iki 240 mm ") iki 2 kV įtampos ir kabeliams iki 35 kV sujungti naudokite vamzdines antgalius, skirtus laidams (kurių skerspjūvis 2,5 mm 2). ) iki 2 kV įtampos laidų ir iki 1 kV kabelių - žiedų antgalius (dangtelius).
Laidų ir kabelių apdorojimo, prijungimo ir užbaigimo įrankiai.
Laidų ir kabelių apdorojimo, prijungimo ir užbaigimo įrankiai. Laidų ir kabelių apdirbimas, prijungimas ir užbaigimas yra technologinės operacijos, įskaitant laidininko nupjovimą, izoliacijos pašalinimą iš jo, žiedinio apkabos pagaminimą. Darbai atliekami montavimo zonoje arba MEZ naudojant rankinius arba elektrinius įrankius ir mechanizmus.
Laidams ir kabeliams pjauti (pjauti) naudojamos IC sektoriaus žirklės (3 pav., a), kuriose dviejų svirtelių rankenoms veikiama jėga reketinio mechanizmo pagalba perkeliama į sektorinių peilių pjovimo jėgą. . Sektorinėmis žirklėmis pjaustomi laidai ir kabeliai su aliuminio laidininkais, kurių skerspjūvis yra 3X240 mm 2 ir variniais - kurių skerspjūvis 3X150 mm 2
Izoliacija nuo vielos gyslų pašalinama įrankiais, kuriuose yra pavaros mechanizmas, perkeliantis jėgas iš dviejų rankenų (vietoj anksčiau naudotų trijų) į jų link judančias pjovimo ašmenis, ir mechanizmas, kuris pašalina nupjautą izoliaciją. Peiliai turi dviejų puslankių formos pjovimo briaunas, kalibruotas pagal šerdies skersmenį ir leidžia reguliuoti. Įrankiu MB-1M galima pašalinti įvairių markių ir skerspjūvių (0,75-6 mm 2) laidų ir laidų gyslų guminę, plastikinę ir medvilnę izoliaciją.
Užbaigiant ir jungiant aliuminio ir vario laidus, kurių skerspjūvis yra 16-240 mm 2, plačiai naudojamas užspaudimas. Gaminami unifikuoti įrankių rinkiniai NIOS (aliuminio laidų užspaudimui) ir NYOM (varinių laidų užspaudimui), taip pat unifikuoti rankiniai presai su mechanine, hidrauline arba elektrine pavara.
Elektros instaliacijoje plačiausiai naudojamas elektrai laidus presas PG-20, rankinis hidraulinis PGR-20 Ml ir rankinis mechaninis RMP-7. Suspaudimas iki 35 mm 2 skerspjūvio laidininkų auselės ir įvorės efektyviai atliekamos naudojant mechaninio tipo presavimo žnyples su svirties mechanizmu jėgoms perduoti. Presavimo žnyplės PK-3 (3 pav., b) yra skirtos aliumininių laidų įvorėse GAO-4, GAO-5, GAO-b, varinių laidininkų, kurių skerspjūvis 4-b mm 2 T serijos auselėse, presavimui. ir 1M serijos movos, a taip pat 1,5 ir 2,5 mm 2 skerspjūvių varinių laidų įvadams P serijos kabelio galinėse antgalėse (stūmokliuose) Presuogės PK-4 (3 pav., c) ) yra skirtos 16-35 mm skerspjūvio laidų ir kabelių, taip pat movų GAO-5, GAO-6, GAO-8, aliuminio antgalių ir jungiamųjų movų presavimui.
Be aukščiau aprašytų elektros darbų mechanizavimo priemonių, yra ir kitų (šaltkalvio įrankiai, rankiniai įtvarai, suvirinimo įranga, prietaisas vamzdžiams lenkti, laidams suveržti į vamzdžius). 
3 pav – Įrankis laidams ir kabeliams apdoroti ir užbaigti:
a - NS-3 tipo sektoriaus žirklės; b - preso žnyplės PK-3; c - preso žnyplės PK-4.
Išmontuojamos kontaktinės jungtys.
Sulankstomos kontaktinės jungtys vadinamas:
Laidų ir kabelių laidų prijungimas tiesiai prie elektros įrenginių (elektros variklių, valdymo ir apsaugos įrangos ir kt.) gnybtų;
Šynų ir atšakų nuo jų sujungimas varžtais;
Laidų ir kabelių atšakų iš pagrindinių elektros linijų tiesimas jų nenutraukiant:
Laidų sujungimas su spaustukais.
Galios elektros įranga, kaip taisyklė, turi plokščius, vyriškus ir moteriškus kontaktus (3 pav.).
Šie gnybtai leidžia nuimamai prijungti laidus ir kabelius su elektros įranga. Automatikos, valdymo, signalizacijos ir apsaugos elektros prietaisų kontaktinių gnybtų gnybtai taip pat gali būti žiedlapių, kaiščių ir griovelių (4 pav.). Prie jų litavimo būdu jungiami tik variniai laidų ir kabelių laidininkai. 
4 pav – Elektros įrenginių kontaktinės išvados: a-lizdas; b-pin;
butas; d, e-žiedlapis; g-grioveliai; s formos kaištis.
 Skirstomuosiuose įrenginiuose, maitinimo grandinėse, antrinėse grandinėse, taip pat laidams prijungti prie instaliacinių gaminių naudojami pereinamieji kontaktiniai gnybtai (atšakų spaustukai, sietynų spaustukai, gnybtų blokai iš rinktinių arba nenustatytų spaustukų) (5 pav.).
Skirstomuosiuose įrenginiuose, maitinimo grandinėse, antrinėse grandinėse, taip pat laidams prijungti prie instaliacinių gaminių naudojami pereinamieji kontaktiniai gnybtai (atšakų spaustukai, sietynų spaustukai, gnybtų blokai iš rinktinių arba nenustatytų spaustukų) (5 pav.).
5 pav – Mechaniniai spaustukai: a, b, c - pereinamasis kontaktas;
d, e, f, g – šakojasi; h - varžtas.
Elektros įrangos plokščiųjų ir kaiščių gnybtų konstrukcija ir pagrindiniai matmenys reglamentuojami GOST 21242-75. Elektros įrangos laidai paprastai gaminami iš vario, aliuminio ir jų lydinių. Esant srovei iki 40 A, jie gali būti pagaminti iš plieno. Švinas, pagamintas iš vario ir plieno, yra padengtas alavu, cinko ir alavo lydiniu, kadmiu ir nikeliu.
Tiesiogiai prieš kontaktinių jungčių montavimą elektros instaliacijose baigiasi laidų ir kabelių gyslos. Iki 10 mm 2 skerspjūvio laidininkų galą galima padaryti grūstuve, žiedu, antgaliu, lituojant arba užspaudžiant (6 pav.). 
6 pav- Laidų ir kabelių laidų galų tipai: a - grūstuvės pavidalu;
b - žiedo pavidalu; c - su bloko antgaliu; d – ribojantis
poveržlė; d - poveržlė su žvaigždute; e - arbatpinigiai.
Rekomenduojama izoliaciją nuo iki 4 mm 2 skerspjūvio laidų galų nuimti replėmis KSI, KY-1 ir tt gyslomis nepažeidžiant.
Aliuminio laidininkų prijungimas prie elektros įrangos gnybtų
Vieno laido aliuminio laidininkai, kurių skerspjūvis yra iki 10 mm 2, prijungiami prie plokščiųjų elektros įrangos gnybtų, nuvalius laidą neutralaus tepalo (vazelino, CIATIM - 221 arba kvarco-vazelino pasta) sluoksniu. ). Nuvalius, nešvarus tepalas pašalinamas, pakeičiamas švariu ir vielos galas sulenkiamas į žiedą. Prijungus prie lizdo, sumontuojama poveržlė su žvaigždute ir spyruoklinė poveržlė (рнс. 7). 
7 pav– Aliuminio laidininko prijungimas prie plokščio gnybto
elektriniai aparatai:
1 atsuktuvas; 2-sraigtas; 3 spyruoklinė poveržlė; 4 žvaigždučių poveržlė;
5-aliuminio laidininkas; 6 kontaktų išvestis.
Vieno laido aliuminio laidininkai, kurių skerspjūvis yra 2,5 mm, iš anksto baigti P tipo žiedine ausele, sujungiami su kaiščio gnybtais, priveržiant tarp dviejų veržlių, įrengiant poveržlę ir spyruoklinę poveržlę. Vieno laido aliuminio laidininkai, kurių skerspjūvis yra 2,5 ... 10 mm 2 ir kurie nėra baigti antgaliu, po neutralaus tepalo sluoksniu iš anksto nuvalomi iki metalinio blizgesio, o laidininkas yra žiede. Tada priveržkite kaiščio gnybtą tarp dviejų veržlių, naudodami žvaigždute pažymėtą poveržlę ir spyruoklę.
Reikia atsiminti, kad aliumininių laidininkų jungtis prie drėgnose patalpose, agresyvioje aplinkoje įrengtų elektros įrenginių kaiščių ir gnybtų, lauko instaliacijose neleidžiama.
Tokiomis sąlygomis aliuminio laidininkus jungti leidžiama tik juos užbaigus vario-aliuminio kaiščių antgaliais.
Varinių laidų ir kabelių laidų prijungimas prie gnybtų
elektros įranga.
Vieno laido iki 10 mm 2 skerspjūvio variniai laidininkai jungiami prie plokščių varinių laidų nuėmus laidininką iki metalinio blizgesio, o po to pagaminus žiedą. Tarp varžto galvutės ir šerdies sumontuota poveržlė ir spyruoklinė poveržlė (6 pav.).
Iki 10 mm 2 skerspjūvio suvytiniai variniai laidininkai jungiami prie plokščių varinių laidų, kai laidai sujungiami antgaliu arba iš laidininko litavimo būdu suformuojamas žiedas. Šiuo atveju tarp varžto galvutės ir antgalio montuojama tik spyruoklinė poveržlė.
Variniai vieno laido laidai ir kabeliai yra prijungti tiesiai prie moteriškų gnybtų. Suvytiniai variniai laidininkai, nepriklausomai nuo skerspjūvio, jungiami tik juos užbaigus kaiščių antgaliais. Suvytą šerdį leidžiama jungti, kai šerdies galą alavuojame į monolitinį strypą. Vieno laido variniai laidininkai, kurių skerspjūvis yra iki 10 mm 2, prijungiami prie kaiščių gnybtų, kai jie pašalinami iki metalinio blizgesio ir suformuojami į žiedą. Laidai nuvalomi nuo nešvarumų ir riebalų tirpikliu. Ant kaiščio gnybto prisukama veržlė, uždedamas varinis šerdies žiedas, po to ant kaiščio gnybto sumontuota poveržlė, spyruoklinė poveržlė, o kaiščio gnybtų veržlės priveržiamos veržliarakčiu. Suvytieji variniai laidininkai, kurių skerspjūvis iki 10 mm 2, turi būti užbaigti su antgaliais arba pagaminti žiedu su litavimu. Šiuo atveju jungiant taip pat sumontuojama poveržlė ir spyruoklinė poveržlė.
Laido prijungimo būdai
Laidininkų kontaktinės jungtys yra labai svarbus elektros grandinės elementas, todėl atliekant elektros darbus visada reikia atsiminti, kad bet kurios elektros sistemos patikimumą daugiausia lemia elektros jungčių kokybė.
Visoms kontaktinėms jungtims keliami tam tikri techniniai reikalavimai. Tačiau visų pirma šios jungtys turi būti atsparios mechaniniams veiksniams, būti patikimos ir saugios.
Esant nedideliam kontakto plotui kontaktinėje zonoje, gali atsirasti gana didelis pasipriešinimas srovei. Varža toje vietoje, kur srovė pereina nuo vieno kontaktinio paviršiaus į kitą, vadinama kontaktine varža, kuri visada yra didesnė už tokio paties dydžio ir formos kieto laidininko varžą. Eksploatacijos metu kontaktinės jungties savybės, veikiamos įvairių išorinių ir vidinių veiksnių, gali taip pablogėti, kad padidėjus jo kontaktiniam pasipriešinimui gali perkaisti laidai ir atsirasti avarinė situacija. Laikinoji kontakto varža labai priklauso nuo temperatūros, kuriai padidėjus (dėl srovės pratekėjimo) padidėja trumpalaikė kontakto varža. Kontaktinis šildymas yra ypač svarbus dėl jo poveikio kontaktinių paviršių oksidacijos procesui. Šiuo atveju kontaktinio paviršiaus oksidacija yra intensyvesnė, tuo aukštesnė kontakto temperatūra. Oksido plėvelės atsiradimas savo ruožtu labai stipriai padidina perdavimo pasipriešinimą.
Tai elektros grandinės elementas, kuriame elektriškai ir mechaniškai sujungti du ar daugiau atskirų laidininkų. Laidininkų sąlyčio taške susidaro elektrinis kontaktas – laidi jungtis, kuria srovė teka iš vienos dalies į kitą.

Paprastas jungiamų laidininkų kontaktinių paviršių persidengimas arba nedidelis pasukimas neužtikrina gero kontakto, nes dėl mikronelygumo realus kontaktas vyksta ne per visą laidų paviršių, o tik keliuose taškuose, o tai lemia reikšmingas kontaktinio pasipriešinimo padidėjimas.

Dviejų laidininkų sąlyčio taške visada yra elektrinio kontakto pereinamoji varža, kurios vertė priklauso nuo besiliečiančių medžiagų fizinių savybių, jų būsenos, gniuždymo jėgos sąlyčio taške, temperatūros ir faktinės sąlyčio sritis.
Kalbant apie elektros kontaktų patikimumą aliuminio viela nekonkuruoja su vario... Po kelių sekundžių poveikio orui iš anksto išvalytas aliuminio paviršius padengiamas plona kieta ir ugniai atsparia oksido plėvele, turinčia didelę elektrinę varžą, dėl kurios padidėja kontaktinė varža ir stiprus kontakto zonos įkaista, dėl ko. elektrinė varža dar labiau padidėja. Kitas aliuminio bruožas yra mažas takumo stiprumas. Tvirtai priveržta aliuminio laidų jungtis laikui bėgant susilpnėja, todėl sumažėja kontakto patikimumas. Be to, aliuminis turi prasčiausią laidumą. Būtent todėl aliuminio laidų naudojimas buitinėse elektros sistemose yra ne tik nepatogus, bet ir pavojingas.
Varis oksiduojasi ore esant normaliai gyvenamųjų patalpų temperatūrai (apie 20 °C). Gauta oksido plėvelė neturi didelio stiprumo ir lengvai sunaikinama suspaudžiant. Ypač intensyvi vario oksidacija prasideda aukštesnėje nei 70 °C temperatūroje. Pati oksidinė plėvelė ant vario paviršiaus turi mažą pasipriešinimą ir mažai veikia kontaktinės varžos vertę.

Kontaktinių paviršių būklė turi lemiamos įtakos kontaktinio pasipriešinimo augimui. Norint gauti stabilų ir patvarų kontaktinį ryšį, reikia atlikti kokybišką prijungtų laidininkų nulupimą ir paviršiaus apdorojimą. Izoliacija nuo šerdies nuimama iki reikiamo ilgio specializuotu įrankiu arba peiliu. Tada apnuogintos venų dalys nuvalomos švitriniu skudurėliu ir apdorojamos acetonu arba vaitspiritu. Griovelio ilgis priklauso nuo konkretaus sujungimo, šakojimo ar užbaigimo būdo savybių.

Padidėjus dviejų laidininkų gniuždymo jėgai, pereinamoji kontaktinė varža labai sumažėja, nes nuo to priklauso tikrasis kontakto plotas. Taigi, norint sumažinti pereinamąją varžą dviejų laidininkų sujungime, būtina užtikrinti pakankamą jų suspaudimą, bet be ardomųjų plastinių deformacijų.

Yra keletas būdų, kaip įdiegti elektros jungtį. Aukščiausia jų kokybė visada bus ta, kuri tam tikromis sąlygomis kuo ilgiau užtikrina mažiausią pereinamojo kontakto varžos vertę.
Vadovaujantis „Elektros instaliacijos taisyklėmis“ (2.1.21 punktas), laidų ir kabelių laidininkų sujungimas, atšakas ir užbaigimas turi būti atliekamas suvirinant, lituojant, užspaudžiant arba suspaudžiant (varžtu, varžtu ir kt.) pagal 2007 m. esamas instrukcijas. Tokiose jungtyse visada galima pasiekti nuolat mažą kontaktinį pasipriešinimą. Tokiu atveju laidus reikia prijungti laikantis technologijos ir naudojant atitinkamas medžiagas bei įrankius.

Tai svarbi ir atsakinga operacija. Tai gali būti atliekama įvairiais būdais: naudojant gnybtų blokus, lituojant ir suvirinant, užspaudžiant, o dažnai ir įprastu sukimu. Visi šie metodai turi tam tikrų privalumų ir trūkumų. Prieš pradedant montavimą, būtina pasirinkti prijungimo būdą, nes tai taip pat apima tinkamų medžiagų, įrankių ir įrangos parinkimą.

At jungiamieji laidai turi būti laikomasi tos pačios spalvos neutralių, fazių ir įžeminimo laidų. Paprastai fazinis laidas yra rudas arba raudonas, nulinis darbinis laidas yra mėlynas, apsauginis įžeminimo laidas yra geltonai žalias.

Labai dažnai elektrikams tenka laidą prijungti prie esamos linijos. Kitaip tariant, reikia sukurti laidų atšaką. Tokios jungtys atliekamos naudojant specialius šakų spaustukus, gnybtų blokus ir pradūrimo spaustukus.

Kai tiesiogiai varis ir aliuminis sudaro galvaninę porą, sąlyčio taške vyksta elektrocheminis procesas, dėl kurio aliuminis sunaikinamas. Todėl norint prijungti varinius ir aliuminio laidus, reikia naudoti specialius gnybtus arba varžtus.

Laidams, sujungtiems su įvairiais įrenginiais, dažnai reikia specialių įvorių, užtikrinančių patikimą kontaktą ir sumažinant kontaktinę varžą. Šios auselės gali būti lituojamos arba prispaudžiamos prie vielos.

Yra daug skirtingų tipų. Pavyzdžiui, variniams laidininkams antgaliai gaminami iš vientisai ištempto vario vamzdžio, išlyginami ir išgręžiami varžtui vienoje pusėje.
Suvirinimas. Suvirinimo vielos jungtis.

Suteikia monolitinį ir patikimą kontaktą, todėl plačiai naudojamas elektros darbuose.
Suvirinimas atliekamas iš anksto nuimtų ir susuktų laidininkų galuose anglies elektrodu naudojant suvirinimo aparatus, kurių galia apie 500 W (susukimų skerspjūviui iki 25 mm2). Suvirinimo aparato srovė nustatoma nuo 60 iki 120 A, priklausomai nuo sekcijos ir virinamų laidų skaičiaus.
Dėl palyginti mažų srovių ir žemos (lyginant su plienu) lydymosi temperatūros procesas vyksta be didelio akinančio lanko, be gilaus įkaitimo ir metalo purslų, todėl vietoj kaukės galima naudoti apsauginius akinius. Tuo pačiu metu galima supaprastinti kitas saugumo priemones. Laido suvirinimo ir aušinimo pabaigoje plikas galas izoliuojamas elektros juosta arba termiškai susitraukiančiu vamzdeliu. Šiek tiek pasimokę suvirindami galėsite greitai ir efektyviai atlikti elektros laidų ir kabelių sujungimus maitinimo sistemoje.

Suvirinant elektrodas privedamas prie virinamos vielos, kol prisiliečia, po to trumpu atstumu (OD-1 mm) atitraukiamas. Susidaręs suvirinimo lankas ištirpdo laidų posūkį, kad susidarytų būdingas rutulys. Sąlytis su elektrodu turi būti trumpalaikis, kad būtų sukurta norima perpylimo zona, nepažeidžiant laido izoliacijos. Neįmanoma padaryti ilgo lanko, nes suvirinimo vieta dėl oksidacijos ore yra porėta.

Šiuo metu suvirinimo darbus jungiant elektros laidus patogu atlikti su inverterio suvirinimo aparatu, nes jis turi mažą tūrį ir svorį, todėl elektrikui galima dirbti ant kopėčių, pavyzdžiui, po lubomis, kabinant inverterio suvirinimo aparatą jo petį. Elektros laidams suvirinti naudojamas variu dengtas grafito elektrodas.

Suvirinimo būdu gautoje jungtyje elektros srovė teka per tos pačios rūšies monolitinį metalą. Žinoma, tokių jungčių varža pasirodo rekordiškai maža. Be to, tokia jungtis turi puikų mechaninį stiprumą.
Iš visų žinomų laidų sujungimo būdų nė vienas iš jų negali prilygti suvirinimui pagal kontakto patvarumą ir laidumą. Net litavimas laikui bėgant suyra, nes jungtyje yra trečias, labiau lydantis ir birus metalas (lydmetalis), o skirtingų medžiagų sąsajoje visada atsiranda papildomas atsparumas pereinamiesiems ir galimos destruktyvios cheminės reakcijos.
Litavimas. Litavimo vielos jungtis.

Litavimas yra metalų sujungimo būdas naudojant kitą, žemai tirpstantį metalą. Lyginant su suvirinimu, litavimas yra paprastesnis ir pigesnis. Tai nereikalauja brangios įrangos, yra mažiau pavojinga ugniai, o įgūdžių atlikti kokybišką litavimą reikės kuklesnių nei atliekant suvirintą jungtį. Pažymėtina, kad metalinis paviršius ore dažniausiai greitai pasidengia oksido plėvele, todėl prieš litavimą jį būtina nuvalyti. Tačiau nuvalytas paviršius gali greitai vėl oksiduotis. Siekiant to išvengti, ant apdorotų vietų yra užtepamos cheminės medžiagos – fliusai, kurie padidina išlydyto lydmetalio takumą. Dėl to litavimas yra stipresnis.
Litavimas taip pat yra geriausias būdas varinių vijų laidininkų užbaigimasį žiedą – lituojamas žiedas tolygiai padengtas lydmetaliu. Šiuo atveju visi laidai turi visiškai patekti į monolitinę žiedo dalį, o jo skersmuo turi atitikti varžto spaustuko skersmenį.

Laidų ir kabelių gyslų litavimo procesas susideda iš šildomų sujungtų gyslų galų padengimo išlydytu alavo-švino lydmetaliu, kuris po sukietėjimo užtikrina nuolatinės jungties mechaninį stiprumą ir aukštą elektrinį laidumą. Litavimas turi būti lygus, be porų, nešvarumų, įdubimų, aštrių lydmetalio iškilimų, pašalinių intarpų.

Mažų sekcijų variniams laidininkams lituoti naudokite kanifolija užpildytus litavimo vamzdelius arba kanifolijos tirpalą spirite, kuris prieš litavimą užtepamas ant jungties.

Norint sukurti kokybišką lituotą kontaktinę jungtį, laidų (kabelių) laidai turi būti kruopščiai apšvitinti, o po to susukti ir užspausti. Lituoto kontakto kokybė labai priklauso nuo teisingo sukimo.

Po litavimo kontaktinė jungtis yra apsaugota keliais sluoksniais izoliacinės juostos arba termosusitraukiančio vamzdelio. Vietoj izoliacinės juostos lituotą kontaktinę jungtį galima apsaugoti izoliuojančiu dangteliu (PPE). Prieš tai gatavą junginį pageidautina padengti drėgmei atspariu laku.

Dalys ir lydmetalis kaitinami specialiu įrankiu, vadinamu lituokliu. Norint sukurti patikimą jungtį litavimo būdu, būtina sąlyga yra vienoda lituojamų paviršių temperatūra. Litavimo kokybei didelę reikšmę turi lituoklio antgalio temperatūros ir lydymosi temperatūros santykis. Natūralu, kad tai galima pasiekti tik naudojant tinkamą įrankį.
Lituokliai skiriasi konstrukcija ir galia. Buitiniams elektros darbams atlikti visiškai pakanka paprasto 20-40 W elektrinio strypinio lituoklio. Pageidautina, kad jis būtų su temperatūros reguliatoriumi (su temperatūros jutikliu) arba bent jau galios reguliatoriumi.

Patyrę elektrikai dažnai naudoja originalų litavimo būdą. Galingo lituoklio (mažiausiai 100 W) darbiniame strype išgręžiama 6-7 mm skersmens ir 25-30 mm gylio skylė ir užpildoma litu. Šildomoje būsenoje toks lituoklis yra maža skardinimo vonelė, leidžianti greitai ir efektyviai lituoti keletą daugiagyslių jungčių. Prieš litavimą į vonią įpilamas nedidelis kanifolijos kiekis, kuris neleidžia ant laidininko paviršiaus atsirasti oksido plėvelei. Tolesnis litavimo procesas susideda iš susuktos jungties nuleidimo į tokią improvizuotą vonią.

Vienas iš įprastų kontakto kūrimo būdų yra naudoti varžtų gnybtų blokai... Juose patikimas kontaktas užtikrinamas priveržus varžtą ar varžtą. Tokiu atveju prie kiekvieno varžto ar varžto rekomenduojama prijungti ne daugiau kaip du laidus. Tokiose jungtyse naudojant suvytusius laidininkus, laidų galus reikia iš anksto skardinti arba naudoti specialius antgalius. Tokių jungčių pranašumas yra jų patikimumas ir sulankstymas.
Pagal paskirtį gnybtų blokai gali būti įvorės ir jungiamieji.

Skirta sujungti laidus tarpusavyje. Paprastai jie naudojami jungiamųjų dėžių ir skirstomųjų skydų laidams perjungti.

Naudojami tiekimo gnybtų blokai, kaip taisyklė, įvairių įrenginių (šviestuvų, lempų ir kt.) prijungimui prie tinklo, taip pat laidų sujungimui.

Jungiant laidus su suvytusiais laidininkais naudojant sraigtinius gnybtų blokus, jų galus reikia iš anksto lituoti arba užspausti specialiais antgaliais.
Dirbant su aliuminio laidais, nerekomenduojama naudoti sraigtinių gnybtų blokų, nes aliuminio laidininkai, priveržti varžtais, yra linkę į plastines deformacijas, dėl kurių sumažėja jungties patikimumas.

Pastaruoju metu tapo labai populiarus laidų ir kabelių gyslų sujungimo įrenginys WAGO tipo savaime užsifiksuojantys gnybtų blokai... Jie skirti prijungti iki 2,5 mm2 skerspjūvio laidus ir skirti iki 24 A darbinei srovei, kuri leidžia prie jais sujungtų laidų prijungti iki 5 kW apkrovą. Tokiuose gnybtų blokuose galima prijungti iki aštuonių laidų, o tai apskritai žymiai pagreitina laidus. Tiesa, lyginant su sukimu, nelituotose dėžėse jie užima daugiau vietos, o tai ne visada patogu.

Bevaržtinis gnybtų blokas iš esmės skiriasi tuo, kad jo montavimui nereikia jokių įrankių ir įgūdžių. Iki tam tikro ilgio nulupta viela be pastangų įkišama į vietą ir patikimai prispaudžiama spyruokle. Bevaržčių gnybtų jungties konstrukcija buvo sukurta Vokietijos įmonėje WAGO dar 1951 metais. Yra ir kitų tokio tipo elektros gaminių gamintojų.

Spyruoklinėse savaime užsispaudžiančiose gnybtų blokuose efektyvus kontaktinio paviršiaus plotas paprastai yra per mažas. Esant didelėms srovėms, tai sukelia spyruoklių įkaitimą ir atsipalaidavimą, dėl to prarandamas jų elastingumas. Todėl tokius įrenginius reikėtų naudoti tik jungtims, kurios nėra veikiamos didelių apkrovų.

WAGO gamina gnybtų blokus, skirtus montuoti ant DIN bėgelio ir tvirtinti varžtais prie lygaus paviršiaus, tačiau statybiniai gnybtų blokai naudojami montuoti kaip buitinės instaliacijos dalis. Šie gnybtų blokai yra trijų tipų: skirti jungties dėžėms, šviestuvų armatūrai ir universalūs.


Gnybtų blokai WAGO jungties dėžėms galima prijungti nuo vieno iki aštuonių 1,0-2,5 mm2 skerspjūvio laidų arba tris 2,5-4,0 mm2 skerspjūvio laidus. O lempų gnybtų blokai sujungia 2-3 laidus, kurių skerspjūvis yra 0,5-2,5 mm2.

Laidų sujungimo naudojant savaime užsifiksuojančius gnybtų blokus technologija yra labai paprasta ir nereikalauja specialių įrankių ir specialių įgūdžių.

Taip pat yra gnybtų blokai, kuriuose laidininkas tvirtinamas svirtimi. Tokie įtaisai leidžia pasiekti gerą užveržimą, patikimą kontaktą ir tuo pačiu metu yra lengvai išardomi.

Vienas iš populiariausių jungiamųjų gaminių tarp elektrikų yra. Šis spaustukas yra plastikinis korpusas, kurio viduje yra anoduota kūginė spyruoklė. Norint sujungti laidus, jie nulupami iki maždaug 10-15 mm ilgio ir sulenkiami į bendrą ryšulį, po to ant jo suvyniojami AAP, sukami pagal laikrodžio rodyklę, kol sustos. Šiuo atveju spyruoklė suspaudžia laidus, sukurdama reikiamą kontaktą. Žinoma, visa tai atsitinka tik tada, kai AAP dangtelis yra tinkamai parinktas pagal nominalią vertę. Tokio spaustuko pagalba galima sujungti kelis pavienius laidus, kurių bendras plotas 2,5-20 mm2. Natūralu, kad šiais atvejais dangteliai yra skirtingų standartinių dydžių.

Priklausomai nuo dydžio, AAP turi tam tikrus skaičius ir parenkamos pagal bendrą susuktų šerdžių skerspjūvio plotą, kuris visada nurodomas ant pakuotės. Renkantis AAP dangtelius, reikia vadovautis ne tik jų skaičiumi, bet ir bendru laidų, kuriems jie skirti, skerspjūviu. Gaminio spalva neturi praktinės reikšmės, tačiau ja galima pažymėti fazinius ir nulinius laidininkus bei įžeminimo laidus.

AAP spaustukai žymiai pagreitina montavimą, o dėl izoliuoto korpuso jiems nereikia papildomos izoliacijos. Tiesa, jų sujungimo kokybė yra kiek žemesnė nei varžtų gnybtų. Todėl, jei kiti dalykai nesikeičia, pirmenybė vis tiek turėtų būti teikiama pastariesiems.
Sukimas. Susuktos vielos jungtis.
Plikų laidų sukimas kaip prijungimo būdas nėra įtraukta į „Elektros instaliacijos taisykles“ (PUE). Tačiau nepaisant to, daugelis patyrusių elektrikų teisingai atliktą sukimą laiko visiškai patikima ir kokybiška jungtimi, teigdami, kad perėjimo varža jame praktiškai nesiskiria nuo viso laidininko varžos. Kad ir kaip būtų, gerą susukimą galima laikyti vienu iš laidų sujungimo litavimo, suvirinimo ar AAP dangteliais etapų. Todėl kokybiškas sukimas yra raktas į visų elektros laidų patikimumą.

Jei laidai sujungiami pagal principą „kaip atsitiko“, jų sąlyčio vietoje gali susidaryti didelė pereinamoji varža su visomis neigiamomis pasekmėmis.


Priklausomai nuo jungties tipo, sukimas gali būti atliekamas keliais būdais, kurie, esant nedideliam pereinamajam pasipriešinimui, gali užtikrinti visiškai patikimą ryšį.
Pirma, izoliacija atsargiai pašalinama nepažeidžiant vielos šerdies. Ne mažiau kaip 3–4 cm ilgio venų atkarpos apdorojamos acetonu arba vaitspiritu, nuvalomos švitriniu popieriumi iki metalinio blizgesio ir sandariai susukamos replėmis.


Suspaudimo metodas plačiai naudojamas patikimoms jungtims jungties dėžutėse užmegzti. Tokiu atveju laidų galai nulupami, sujungiami į atitinkamus ryšulius ir įspaudžiami. Po presavimo jungtis apsaugoma elektros juosta arba termiškai susitraukiančiais vamzdeliais. Jis yra vientisas ir nereikalauja priežiūros.
Suspaudimas yra laikomas vienu iš patikimiausių būdų prijungti laidus. Tokios jungtys atliekamos naudojant rankoves nuolatinio suspaudimo būdu arba vietiniu įspaudimu specialiais įrankiais (presavimo žnyplėmis), į kuriuos įstatomi keičiami štampai ir štampai. Šiuo atveju movos sienelė įspaudžiama (arba suspaudžiama) į kabelio šerdis, sukuriant patikimą elektrinį kontaktą. Užspaudimas gali būti atliekamas vietiniu įdubimu arba nuolatiniu užspaudimu. Kietos gofruotės dažniausiai yra šešiakampės.
Varinius laidus prieš užspaudimą rekomenduojama apdoroti tirštu tepalu, kuriame yra techninio vazelino. Šis tepimas sumažina trintį ir sumažina šerdies pažeidimo riziką. Nelaidus tepalas nepadidina jungties pereinamojo atsparumo, nes, jei laikomasi technologijos, tepalas visiškai išstumiamas iš kontaktinio taško ir lieka tik tuštumose.

Suspaudimui dažniausiai naudojamos rankinio presavimo žnyplės. Dažniausiai šių įrankių darbiniai korpusai yra matricos ir perforatoriai. Paprastai perforatorius yra kilnojamas elementas, sukuriantis vietinį įdubimą ant rankovės, o matrica yra garbanotas fiksuotas laikiklis, kuris suvokia rankovės slėgį. Štampai ir perforatoriai gali būti keičiami arba reguliuojami (skirti skirtingoms sekcijoms).
Įrengiant įprastus buitinius laidus, paprastai naudojamos mažos suspaudimo replės su garbanotomis nasrais.

Kaip įvorę užspaudimui, žinoma, galite naudoti bet kokį varinį vamzdelį, tačiau geriau naudoti specialias movas iš elektrinio vario, kurių ilgis atitinka jungties patikimumo sąlygas.

Suspaudžiant, laidus į movą galima kišti iš abiejų priešingų pusių, kol vienas kitą griežtai liečia per vidurį arba iš vienos pusės. Bet bet kokiu atveju bendras laidų skerspjūvis turi atitikti vidinį įvorės skersmenį.
Litavimas naudojamas tais atvejais, kai nėra galimybės naudoti suvirinimo ir gofravimo. Litavimas atliekamas naudojant propano-deguonies degiklį. Vieno laido 2,5 - 10 mm2 laidininkų litavimas taip pat gali būti atliekamas naudojant lituoklį.
Aliuminio laidų litavimas iki 10 mm2
Sujungimas ir šakojimas atliekamas litavimo būdu, užbaigimas - darant žiedą.
Kieto aliuminio laidininkai 2,5 - 10 mm2. Sujungimų ir atšakų litavimas atliekamas dvigubu sukimu grioveliu. Iš venų pašalinama izoliacija, išvaloma iki metalinio blizgesio. Tada jungtis kaitinama propano-deguonies degiklio liepsna, kol lydmetalis išsilydo.
Su litavimo lazdele A, įkišta į liepsną, patrinkite griovelį vienoje pusėje. Kai jungtis įšyla, laidai pradeda skardinti, o griovelis užpildomas lydmetaliu. Panašiai laidininkai yra skardinami, o kitoje pusėje esantis griovelis užpildomas lydmetaliu.
Sujungtos šerdys ir sukimo taškai taip pat yra skardinami lydmetaliu nuo išorinių paviršių. Po aušinimo jungtis izoliuojama.
Varinių 1,5 - 10 mm2 vienlaidų ir daugialydžių laidininkų litavimas.
Laidų sujungimas ir šakojimas su variniais laidininkais atliekamas lituotu sukimu (be griovelio). 20 - 35 mm ilgio nuimama izoliacija nuo šerdies galo, šerdis nuvaloma švitriniu popieriumi iki metalo blizgesio, jungiamos šerdys susukamos ir lituojamos lituokliu arba vonioje išlydytu lydmetaliu. POSS 40-0,5 (galima naudoti ir kitų markių lituoklius, pvz., POSS 40-2, POSS 61-0,5). Lituojant naudojamas fliusas – kanifolija arba kanifolijos alkoholio tirpalas. Atvėsus litavimo vieta izoliuojama.
1–2,5 mm2 suvytytų varinių laidininkų užbaigimas atliekamas žiedo, po kurio seka pusė, pavidalu. Norėdami tai padaryti, nuimkite izoliaciją nuo šerdies galo 30-35 mm ilgio, nuvalykite iki metalinio blizgesio švitriniu popieriumi, sulenkite šerdies galą žiedo pavidalu apvaliomis replėmis, uždenkite. jį su kanifolija arba kanifolijos tirpalu spirite ir panardinti 1 - 2 s į išlydytą POSS 40 lydmetalą - 0,5. Atvėsus, izoliuokite šerdį iki žiedo.
Suvytų aliuminio laidininkų, kurių skerspjūvis 16 - 150 mm2, litavimas.
 Prieš lituodami jungtis ir šakas, nuimkite izoliaciją nuo šerdies galo 50-70 mm ilgio. Prieš nuimant popierinę izoliaciją, jos pjovimo vietoje uždedamas sriegis, tada replėmis atlaisvinamas šerdies laidų sukimas ir impregnuojantis mišinys pašalinamas benzine suvilgytu skudurėliu. Laidininkams su gumos ir plastiko izoliacija šios operacijos nereikia.
Prieš lituodami jungtis ir šakas, nuimkite izoliaciją nuo šerdies galo 50-70 mm ilgio. Prieš nuimant popierinę izoliaciją, jos pjovimo vietoje uždedamas sriegis, tada replėmis atlaisvinamas šerdies laidų sukimas ir impregnuojantis mišinys pašalinamas benzine suvilgytu skudurėliu. Laidininkams su gumos ir plastiko izoliacija šios operacijos nereikia.
Sektoriaus formos vena suapvalinama naudojant presą. Suvytusius laidininkus galima perpjauti universaliomis replėmis. Iš izoliacijos pašalinto laidininko galas supjaustomas pakopomis. Ant izoliacijos krašto suvynioti keli virvelinio asbesto apsisukimai.
Laidininkai kaitinami propano-butano degiklio arba pūtiklio liepsna. pradėjus lydyti, litavimo lazdelė A, įkišta į liepsną, užtepama ant viso laiptuoto laidų sukimo paviršiaus ir jų galų, o norint visiškai skardinti laidus, šerdies paviršius atsargiai įtrinamas plieninis šepetys. Taip baigiamas venų priežiūros procesas.
Po to ant šerdies numatytame formos krašte suvyniojamas asbesto laidas. Venų galai klojami suskaidyta forma. Jie sutvirtina formą ant gyslų specialiais užraktais ar vieliniais raiščiais ir ant gyslų uždeda apsauginius ekranus, o esant dideliems laidų skerspjūviams, įrengia aušintuvus. Forma kaitinama liepsna, pradedant nuo vidurinės dalies apačios ir toliau per visą paviršių, kol pradeda lydytis lydmetalis, kurio strypas įkišamas į liepsną ir sulydomas į gręžimo angą, kol forma užpildoma. į viršų su lydmetaliu.
Išlydytas lydmetalis sumaišomas plieninės vielos kabliu ir nuo išlydyto metalo vonios paviršiaus pašalinami šlakai, lydmetalis sutankinamas lengvai bakstelėjus į formą. Atvėsus jungtimi ar atšakai, nuimami ekranai ir forma bei užpilama litavimo vieta, tada ji padengiama drėgmei atspariu laku ir apšiltinama.
Aliuminio laidų litavimas
Aliuminio laidininkų litavimas atliekamas su antgaliais. Tokiu atveju antgalio dydis perimamas vienu laipteliu aukščiau (50 mm2 šerdies atveju imamas 70 mm2 antgalis), kad lydmetalis geriau įsiskverbtų į tarpą tarp šerdies ir antgalio. .
Antgalio rankovės vidinis paviršius nuvalomas plieniniu šepečiu ir skardinamas, tada antgalis uždedamas ant šerdies taip, kad centrinė viela (pirmasis šerdies laiptelis) išsikištų iš antgalio kaklelio 5 - 6 mm. Norėdami sandarinti, ant šerdies ties galiuko kakleliu užvyniojamas asbesto laidas ir prie šerdies pritvirtinamas ekranas.
Degiklio liepsna nukreipiama į antgalio rankovės viršutinę galinę dalį ir iš jos išsikišusios šerdies pirmąjį sukimo etapą ir kaitinama iki lydmetalio lydymosi pradžios. Litavimo lazdelė ištirpsta antgalyje, kol užpildomas visas tarpas tarp šerdies ir antgalio įvorės.
Atvėsus ir nuėmus ekraną bei asbesto apviją litavimo taškas padengiamas drėgmei atspariu laku, o laidininkai izoliuojami iki 3/4 antgalio rankovės aukščio.
Suvytusių varinių laidininkų galas 1,5 - 240 mm2
1,5 - 240 mm2 varinių gijų laidininkų užbaigimas atliekamas naudojant smeigtus antgalius. Izoliacija pašalinama nuo šerdies galo per ilgį, lygų antgalio įvorės ilgiui plius 10 mm. Sektoriaus šerdis suapvalinama replėmis. Benzine suvilgytu skudurėliu nuimkite impregnavimo mišinį nuo šerdies galo, padenkite jį fliusu arba litavimo riebalais ir skarda. Ant šerdies uždedamas antgalis, kurio apatiniame gale uždedamas dviejų ar trijų sluoksnių asbesto tvarstis.
Antgalis kaitinamas propano-deguonies degiklio liepsna arba lituokliu ir įpilamas išlydytas POSSu 40-0,5 lydmetalis, užtikrinant, kad lydmetalis prasiskverbtų tarp šerdies laidų. Iš karto po to, skudurėliu, suteptu litavimo tepalu, nuvarykite ir išlyginkite antgalio paviršiaus lydmetalio dėmes. nuimamas asbesto tvarstis, o jo vietoje uždedama izoliacija.
Aliuminio litavimas prie vario
Aliuminio laidų 16-240 mm2 sujungimas su variniais laidais atliekamas taip pat, kaip lituojant du aliuminio laidininkus.
Aliuminio laidininkas paruoštas litavimui su laipteliu arba nuožulniu 55 laipsnių kampu horizontalės atžvilgiu. Varinė šerdis ruošiama taip pat, kaip ir lituojant varines šerdis.
Aliuminio laidų galai turi būti iš pradžių skardinami A, o paskui POSSu lydmetaliu, o varinių laidų ir varinių jungiamųjų movų galai - POSSu lydmetaliu.
Aliuminio laidų su varinėmis antgaliais galas
Aliumininių laidininkų su variniais antgaliais užbaigimas atliekamas taip pat, kaip ir aliuminio antgalių. Varinis antgalis preliminariai alavuotas POSSu 40-0,5 litu.
Nutraukimas taip pat atliekamas paruošiant aliuminio šerdies galą su nuožulniu 55 laipsnių kampu. Šiuo atveju paruoštos aliuminio šerdies galas įkišamas į antgalio įvorę nuožulniais link kontaktinės dalies taip, kad šerdis būtų 2 mm įdubusi galiuko įvorėje. Tarpai užsandarinami tiesioginiu TsO-12 litavimo srautu ant šerdies nuožulnaus paviršiaus. Oksido plėvelė nuo šerdies galo pašalinama grandikliu po litavimo sluoksniu.