For å avslutte kjernene til ledninger og kabler, brukes et spesialverktøy i form av en presstang. Det er ikke vanskelig å terminere lederen på egenhånd, det er mye viktigere å velge riktig kabelsko. Deretter vil vi gi en teknikk som lar deg enkelt takle krympingen av både strandede og solide ledninger, både aluminium og kobber, og samtidig små og store seksjoner.
Det er viktig å vite
Det første jeg vil snakke om er viktigheten av å terminere ledninger og kabler med et spesialverktøy og hvorfor det generelt er nødvendig å krympe ledere med knaster. Du har sikkert lagt merke til hvordan det er koblet til kroppen sentralbord. Den gulgrønne ledningen er festet på begge sider med en skruforbindelse gjennom en spesiell knast, som vist på bildet nedenfor.
For ikke så lenge siden, i stedet for en slik spiss, ble venen ganske enkelt bøyd til en ring ved hjelp av en tang og strammet med en skrue. Noen uheldige elektrikere satte ganske enkelt inn kjernen mellom skruen og platen og klemte den forsiktig med en skrutrekker. Det er strengt forbudt, tk. med denne metoden for å avslutte kjernene, øker den forbigående motstanden, som et resultat av at du kan se den smeltede kabelisolasjonen, noe som kan føre til kortslutning i ledningene eller mer alvorlige konsekvenser - en brann i huset.
En annen svært ugunstig konsekvens av en ugunstig festing av kjernene er null utbrenning ved høye strømbelastninger. Om Du kan finne ut i den tilsvarende artikkelen!
Termineringsteknologi
Det er ikke vanskelig å avslutte en ledning eller kabel med et spesialverktøy på egen hånd. Du trenger bare å ta en passende spiss, legge den helt på kjernen og krympe den med en press. Antallet krympepunkter avhenger av utformingen av krympeverktøyet. Hvis krympingen utføres med en punktkontaktdyse, krympes tappene på 2 eller flere steder fordelt langs lengden. Hvis den krympede delen av spissen er sammenlignbar med bredden på fordypningen etter krymping, er ett poeng nok. Hylsene er krympet med minst to fordypninger, en på hver side for å holde hver av lederne. Generelt avhenger antall krympepunkter av bredden på "kjevene" på krympeverktøyet.
Dette er nødvendig for bedre kontakt, minimum og mekanisk styrke. Med enkle ord - i dette tilfellet vil ikke lederen hoppe ut av spissen eller ermet.
Reglene og teknologien for terminering og krymping av kjerner er beskrevet i følgende dokumenter:
- VSN 139-80
- I1.09-10
I tillegg bør det bemerkes viktig krav- for å krympe en aluminiumsleder, er det nødvendig å i tillegg bruke kvarts-vaselinfett, som forhindrer dannelsen av en oksidfilm som forverrer kontakten.

Hjemme er det ikke alltid rimelig å kjøpe et dyrt krympeverktøy, så det er det alternative alternativer. For eksempel er det en spesiell kabel - en stripper, hvis design kan inkludere en presse, som vist på bildet. 


Du kan også klare deg uten den såkalte tangen - flate hylsen manuelt med en hammer eller tang, men i dette tilfellet garantien god kontakt mangler, så det er bedre å bruke minst en stripper for pålitelig terminering av kjernene, og enda bedre en crimper (spesiell crimp). Vi snakket om det i en egen artikkel. 
Vær oppmerksom på at hvis du bestemmer deg for å terminere en enlederleder ved hjelp av en tang, må du velge riktig krympedyse. Med feil valg er det stor sannsynlighet for å ødelegge hylsen eller spissen, ganske enkelt ved å rive metallet.
I tillegg er det spesielle loddespisser. I dette tilfellet er termineringen av trådkjernene enten strømkabel foregår i to etapper:
- Kjernen, strippet til en metallisk glans og behandlet med nøytralt loddemetall, settes inn i spissen så langt det går.
- Loddemetall helles gjennom et spesielt hull.
Videoinstruksjoner for bruk av pressen
Tips på et øyeblikk
Vel, det siste jeg vil snakke om er hvilke tips du kan bruke for å terminere ledningen og kabelen hjemme. Til dags dato er følgende sluttprodukter populære i industrien og hverdagen.
Kontaktforbindelser er veldig viktig element elektrisk arbeid, fordi påliteligheten til evt elektrisk installasjon i stor grad bestemt av kvaliteten på utførelsen elektrisk kontakt.
Alle kontaktforbindelser er underlagt visse tekniske krav, inkludert elektriske parametere, struktur, god motstand mot mekaniske faktorer, pålitelighet og sikkerhet. Denne samlingen inneholder de beste artiklene på nettstedet, som diskuterer de viktigste måter å skape forbindelser og grener av høy kvalitet ledninger og kabelkjerner i elektriske installasjoner.
Ved kontaktpunktet mellom to ledere, elektrisk kontaktmotstand, hvis verdi avhenger av et stort antall faktorer: fysiske egenskaper materialer i kontakt, deres tilstand, kompresjonskrefter ved kontaktpunktet, oppvarmingstemperaturer, etc.
Spesielt ugunstig fra synspunkt av påliteligheten av elektrisk kontakt er aluminiums overflate. Etter noen sekunders eksponering for luft dekkes den forhåndsrensede aluminiumsoverflaten med en tynn oksidfilm, hard og ildfast, med høy elektrisk motstand. Smeltetemperaturen til aluminium er 565 - 578 o C, og oksidfilmen er omtrent 2000 o C.
I motsetning til aluminium har kobber bedre ledningsevne, oksiderer sakte og har tilfredsstillende mekaniske egenskaper. Oksydfilmen på kobber fjernes lett og har liten effekt på kvaliteten. Elektrisk forbindelse.
I direkte forbindelse med kobber danner aluminium et galvanisk par, som er en negativ elektrode i det. Ved kontaktpunktet oppstår en elektrokjemisk prosess, som et resultat av at aluminium blir ødelagt.
For å koble til kobber- og aluminiumsledninger og kabelkjerner, må du bruke spesielle terminal- og boltforbindelser, som er beskrevet i denne artikkelen -.
 Når du oppretter en kontakt Spesiell oppmerksomhet alltid gi klargjøring av kjerner av ledninger og kabler: fjern isolasjonen fra kjernene med et spesialverktøy eller, sandpapir, aceton eller hvitsprit renser de nakne delene av kjernene. Lengden på kuttet bør ta hensyn til funksjonene til en bestemt metode for tilkobling, forgrening eller terminering av kjernene til ledninger og kabler.
Når du oppretter en kontakt Spesiell oppmerksomhet alltid gi klargjøring av kjerner av ledninger og kabler: fjern isolasjonen fra kjernene med et spesialverktøy eller, sandpapir, aceton eller hvitsprit renser de nakne delene av kjernene. Lengden på kuttet bør ta hensyn til funksjonene til en bestemt metode for tilkobling, forgrening eller terminering av kjernene til ledninger og kabler.
Det er et stort utvalg monteringsmetoder for elektrisk kontakt. Kontaktforbindelsen av høyeste kvalitet vil alltid være den som gir lavest verdi av kontaktkontaktmotstand i lengst mulig tid.
Hovedmetodene for å lage kontaktforbindelser er sveising, lodding, krymping, boltede og terminalforbindelser. Hver av metodene ovenfor har sine egne fordeler og ulemper.
Før introduksjonen av krymping og sveising i elektrisk praksis, metoden for tilkobling, forgrening og terminering kobberledere var den viktigste. Metodene for å vri kjernene til små seksjoner med deres påfølgende lodding med myke tinnlodder ble mye brukt. Nå brukes denne metoden sjelden på grunn av dens høye kompleksitet.
Prosessen med å lodde ledninger og kabelkjerner består i å belegge de oppvarmede endene av de tilkoblede kjernene med smeltet tinn-bly-loddemetall. Harpiks, stearin eller loddesalve () brukes som flussmiddel.
For lodding av kobberledere med små tverrsnitt brukes lodderør fylt med kolofonium, eller en løsning av kolofonium i alkohol, som påføres krysset før lodding. Forbindelsen må være mekanisk sterk. Loddingen skal være jevn, uten porer, smuss, hengende, skarpe loddebuler, fremmede inneslutninger -,.
Etter lodding påføres 2-3 lag lim på kontaktfugen. isoleringstape med overlapping av hver sving. Det er svært ønskelig å dekke dette stedet på toppen med en fuktbestandig lakk. I stedet for en isolasjonstape kan en isolasjonshette settes på den loddede kontaktforbindelsen.
Lodding brukes også ved terminering av kobbertrådede ledere til en ring. Dette er den beste måten å avslutte kobbertrådede ledere med et tverrsnitt på opptil 2,5 mm 2. Den loddede ringen skal være jevnt dekket med loddetinn. Leggetrådene må gå helt inn i den monolittiske delen av ringen, og dens diameter skal tilsvare diameteren på skruklemmen.
For å lage en loddet kontaktforbindelse av høy kvalitet, må kjernene til ledninger (kabler) være vridd riktig. Fra riktig vri kvaliteten på den loddede kontakten er veldig avhengig. Om hvordan du gjør god vri se her:
En av de eldste måtene å opprette en kontakt på er bruk av bolt- og skruforbindelser. De refererer til sammenleggbare kontakter. Stabilisering av den forbigående motstanden i dem utføres ved å stramme skruen eller bolten.
 I I det siste, en veldig populær måte å koble ledninger og kabelkjerner på, for eksempel WAGO. Det finnes andre produsenter av denne typen elektriske produkter - rekkeklemmer REXANT, TRIDONIC, Klemsan, SMK, etc.
I I det siste, en veldig populær måte å koble ledninger og kabelkjerner på, for eksempel WAGO. Det finnes andre produsenter av denne typen elektriske produkter - rekkeklemmer REXANT, TRIDONIC, Klemsan, SMK, etc.
Sveising gir en solid og pålitelig kontakt, så den er mye brukt i elektrisk arbeid:
Ved hjelp av krympetang utføres også termineringen av kjernene til ledninger og kabler. For å gjøre dette, bruk spesielle tips for krymping:.
Svært ofte må elektrikere koble en elektrisk installasjon til en allerede eksisterende linje går forbi i relativ nærhet. Det er med andre ord nødvendig lage en grenledning. Denne artikkelen diskuterer hvordan du lager grener ved hjelp av spesielle grenklemmer, rekkeklemmer og piercingklemmer -
Når du oppretter tilkoblinger, avslutninger og grener av ledere av ledninger og kabler, ikke glem å følge sikkerhetsreglene, dette er spesielt viktig når du bruker spesialverktøy og utstyr!
Jeg ser frem til kommentarene dine!
Anmeldelse utarbeidet av Andrey Povny
LANDBRUKS- OG MATDEPARTEMENTET
Republikken Hviterussland Hovedavdeling for utdanning, vitenskap og menneskelige ressurser
UTDANNINGSINSTITUSJON
"BUDA-KOSHELEVSKAYA STATE AGRARIAN OG TECHNICAL COLLEGE"
Disiplin "Teknologi for elektrisk arbeid"
Spesialitet:
2-74 06 31-01 "Energiforsyning til landbruksproduksjon (elektrisitet)".
Lab #3
Emne:
Undersøkelse av kvaliteten på tilkoblingen av ledninger og kabler, utfører på ulike måter.
Målet med arbeidet:
Lær hvordan du oppretter ikke-separerbare og sammenleggbare kontaktforbindelser. Få praktiske ferdigheter i å lage kontaktforbindelser ved lodding, sveising, krymping.
Ferdig: student
3 kurs, 55 gruppe es
Polyakov A.Yu.
Sjekket av: lærer
Lashkevich A.V.
1. Tema og formål med leksjonen.
2. Kort teoretisk informasjon.
3. Skissetegninger.
METODOLOGISKE INSTRUKSJONER
Metoder for tilkobling av ledere av ledninger og kabler
Elektriske tilkoblinger er laget ved å bruke sveising, lodding, krymping, skape sammenleggbare kontaktforbindelser.
Sveising. Sveising brukes til å avslutte og koble til aluminiumsledere av ledninger og kabler i alle seksjoner, samt for å koble aluminiumsledere med kobberledere med et tverrsnitt på ikke mer enn 10 mm 2. Det er tre måter å sveise på; elektrisk sveising med kontaktvarme, termitt og gasssveising.
Ved avslutning og tilkobling av aluminiumsledere ved sveising brukes VAMI flux. Fluksen er designet for å fjerne oksidfilmen fra overflaten av aluminiumsledere og for å beskytte overflaten mot oksidasjon. VAMI flux er en blanding av tre komponenter: kaliumklorid (50%), natriumklorid (30%), kryolitt (20%). Smeltepunktet til fluksen er 630 °C. Den kjemiske industrien produserer flussmiddel i form av et pulver pakket i hermetisk lukkede krukker. Flukspulver før bruk fortynnes med vann til konsistensen av tykk rømme (100 deler flussmiddel til 30 ... 40 vektdeler vann). Før sveising påføres fluksen med en hårbørste i et tynt lag på overflaten av aluminiumsledere; påføring av flussmiddel i et tykt lag forbedrer ikke kvaliteten på fugen.
Elektrisk sveising med kontaktvarme er den vanligste typen sveising som brukes i terminering og tilkobling av aluminiumsledere av ledninger og kabler. Det utføres: ved hjelp av tang med to karbonelektroder (fig. 1); ved hjelp av en klips (fig. 2).

Ris. 1– AluminiumstilkoblingRis. 2– Aluminiumstilkobling
levde i tang med to elektroder: levde av elektrisk sveising med tang med
1-karbon elektrode; 2-vridning ved hjelp av et klips:
aluminiums-ledere; 1 klips av stålstrimmel;
3-to-elektrode klemme 2-karbon elektroder;
3-to-elektrode klemme
Gassveising brukes til å avslutte, kople og forgrene aluminiumsledere. For tilkobling av enkeltledere med totalt tverrsnitt på opptil 20 mm 2 - propan-luft og kun for terminering - oksy-acetylensveising. Avslutning, tilkobling og forgrening av kobberledere ved gassveising er ikke tillatt.
Propan-oksygen sveising i stålformer brukes de til terminering av kjerner med et tverrsnitt på 300 ... 1500 mm 2 og utføres ved bruk av AD31T1 hardlegeringsplater og LS-spisser.
For kjerner med et tverrsnitt på 16 ... 240 mm ", brukes stangavslutning ved sammensmelting til en monolitt med tilsetning av legeringsadditiver fra aluminiumslegeringer. Forbindelsen av kjerner med et tverrsnitt på 16 ... 1500 mm 2 kan gjøres ende-til-ende, og kjerner med et totalt tverrsnitt på opptil 400 mm 2 - langs endene til en felles monolittisk stang.
Termitt sveising gir høykvalitets elektrisk kontakt. Det utføres ved hjelp av en termittpatron, som består av en muffel (termittmasse) og en sylindrisk støpeform av stål. Under forbrenningen av termittmassen inne i formen settes en temperatur som tillater vellykket sveising av aluminium.
Termittsveising brukes til tilkobling, terminering og forgrening av aluminiumsledere av ledninger og kabler. For sveising i endene av flertrådede aluminiumsledere med et totalt tverrsnitt på opptil 240 mm 2, brukes termittpatroner av merket PAT, for sveising av entrådsledere med små tverrsnitt - av PATO-merket, for støtskjøt kjerner av ledninger og kabler med et tverrsnitt på 16 ... 800 mm "- termittpatroner av PA-merket.
Ved tilkobling og avslutning settes endene av kjernene inn i formen til termittpatronen.
Lodding - en type metallverk for dannelse av en permanent forbindelse ved bruk av et smeltet mellommetall eller legering, kalt loddemetall.
Tinning - dette er et belegg av metall med et tynt lag loddemetall for å beskytte det mot oksidasjon, så vel som ved kryssene til kjernene for god kontakt.
Flukser kalt hjelpematerialer som brukes ved lodding. De tjener til å oppløse og fjerne oksidfilmer fra overflaten av de sammenføyde metallene og fra smelten, samt dannelsen av en sterk, lufttett film på overflaten. Derfor har flussmidler en tetthet og smeltepunkt lavere enn loddetinn som brukes (tabell 1).
Aluminium lodding vanskelig på grunn av dens lette oksiderbarhet med dannelse av en sterk oksidfilm på overflaten. Det fjernes vanligvis direkte under mekanisk lodding, gni med en spesiell metallbørste eller direkte med en loddepinne. I dette tilfellet fjernes oksidfilmen under loddelaget, og sistnevnte er godt koblet til metalloverflaten. Aluminiumsledere loddes med lodde A, TsO-12, TsA-15.
TsA-15 loddetinn er preget av høy mekanisk styrke og korrosjonsbestandighet. Når du bruker det, kreves det ingen spesielle tiltak for å beskytte stedet for lodding mot korrosjon. Imidlertid har det en ulempe - et høyt smeltepunkt, som begrenser bruken i elektrisk installasjonspraksis på grunn av faren for overoppheting av kjerneisolasjonen under lodding.
Loddemetall TsO-12 har et lavere smeltepunkt enn TsA-15, men har ikke tilstrekkelig anti-korrosjonsbestandighet. Den brukes til å lodde aluminiumsledere av kabler inne i koblinger, hvis hermetiske forsegling forhindrer fuktighet og luft i å komme inn i stedet for lodding.
Loddemetall A har et lavt smeltepunkt og motstår korrosjon bedre enn TsO-12-lodd. Loddepunktene må imidlertid dekkes med en fuktbestandig lakk og nøye isoleres.
Kobberkjerner loddes ved bruk av myke tinn-blylodder POS-30, POS-40, etc. ved bruk av flussmidler.
Ved lodding brukes en loddebolt som varmekilde (for ledere med et tverrsnitt på opptil 10 mm 2), en bensinblåselampe med en kapasitet på 0,5 ... 1 l eller et spesielt sett med verktøy med sylindre fylt med propan-butan.
Krymping
Krymping - tilkobling av ledere av ledninger n\u003e temaer for lokal innrykk eller kontinuerlig og kombinert kompresjon.
Tilkobling, forgrening og terminering av kobber- og aluminiumledere ved krymping er mye brukt i elektrisk installasjonspraksis. Under krymping settes kjernen av en ledning eller kabel inn i den rørformede delen av tappen eller en spesiell hylse og komprimeres ved hjelp av en matrise og et stempel. Kontakttrykket som dannes i dette tilfellet mellom hylsen og kjernen sikrer en pålitelig elektrisk forbindelse.
Når du trykker med metoden med lokal innrykk med tennene til stansen på ett eller flere steder, skapes mye trykk på ett sted og den beste elektriske kontakten,
Under krymping ved kontinuerlig krymping skapes høyt trykk, og dermed god elektrisk kontakt, gjennom hele krympingen.
Kombinert kompresjon forbedrer den elektriske kontakten mellom kjernen og den rørformede delen av spissen eller hylsen på grunn av det faktum at under forhold med kontinuerlig kompresjon, skapes et ekstra stort trykk ved innrykkpunktet av chanson-tannen av matrisen og stansen. For krymping brukes ulike verktøy og mekanismer.
Når du velger en krympemetode (ved lokal innrykk, kontinuerlig eller kombinert krymping), er det nok å mestre teknikkene for å utføre en av dem, fordi til tross for de ytre forskjellene i krymping med disse metodene, er de fleste operasjoner av samme type. Krymping ved kontinuerlig eller kombinert kompresjon krever bruk av kraftige presser med stor innsats. Alle typer tang kan brukes til lokal pressing. I tillegg er metoden for lokal innrykk den mest brukte når du utfører elektrisk arbeid.
Når du arbeider med verktøyet, må du observere generelle regler sikkerhetstiltak, samt reglene gitt i bruksanvisningen for presser, tang og annet verktøy.
Påliteligheten til kontaktforbindelsen er i alle tilfeller ganske høy hvis omfanget er riktig bestemt, spissen eller hylsen, arbeidsverktøy er nøyaktig valgt, overflatene er nøye forberedt og krympingen utføres riktig.
slutt
slutt- utforming av endene av kjernene av ledninger eller kabler for etterfølgende tilkobling.
For terminering av aluminiumsledere (seksjon fra 16 til 240 mm"), ledninger med spenning opptil 2 kV og kabler opp til 35 kV, bør det brukes rørsko, for ledere (seksjon 2,5 mm 2) ledninger med spenning opptil 2 kV og kabler opp til 1 kV - ringspisser (stempler).
Verktøy for prosessering, tilkobling og terminering av ledninger og kabler.
Verktøy for prosessering, tilkobling og terminering av ledninger og kabler. Behandling, tilkobling og terminering av ledninger og kabler er teknologiske operasjoner, inkludert å kutte lederen, fjerne isolasjonen fra den, lage en ringformet klemme. Arbeidet utføres i monteringsområdet eller i MEZ ved hjelp av manuelle eller mekaniserte verktøy og mekanismer.
For å kutte (skjære) ledninger og kabler brukes IS-sektorsaks (fig. 3, a), der kraften som påføres håndtakene til to spaker overføres til skjærekraften til sektorknivene ved hjelp av en skrallemekanisme. Sektorsaks kuttet ledninger og kabler med aluminiumsledere med en seksjon på 3X240 mm 2 og kobber - med en seksjon på 3X150 mm 2
Isolasjonen fra trådkjernene fjernes med verktøy som inneholder en drivmekanisme som overfører krefter fra to håndtak (i stedet for de tidligere brukte tre) til skjærekniver som beveger seg mot, og en mekanisme som fjerner den hakkede isolasjonen. Kniver har skjærekanter i form av to halvsirkler, kalibrert i henhold til diameteren på kjernen og tillater justering. MB-1M-verktøyet kan brukes til å fjerne gummi-, plast- og bomullsisolasjon fra endene av ledninger og kabelkjerner av forskjellige kvaliteter og seksjoner (0,75-6 mm 2).
Ved terminering og tilkobling av aluminium- og kobbertråder med et tverrsnitt på 16-240 mm 2, er krymping mye brukt. Det produseres enhetlige sett med verktøy NIOS (for krymping av aluminiumsledere) og NYOM (for krymping av kobberledere), samt enhetlige manuelle presser med mekanisk, hydraulisk eller elektrisk drift.
I elektrisk produksjon, den mest brukte elektrisk ledende pressen PG-20, manuell hydraulisk PGR-20 Ml og manuell mekanisk RMP-7. Krympingører og hylser på ledere med et tverrsnitt på opptil 35 mm 2 utføres effektivt ved hjelp av en mekanisk type pressetang med en spakmekanisme for overføring av krefter. Krympetang PK-3 (fig. 3, b) er konstruert for krymping av aluminiumsledere i hylser GAO-4, GAO-5, GAO-b, kobberledere med et tverrsnitt på 4-b mm 2 i knaster i T-serien og hylser av 1M-serien, og også for terminering av kobberledere med tverrsnitt 1,5 og 2,5 mm 2 i kabelendesko (stempler) av P-serien. med tverrsnitt 16-35 mm", samt hylser GAO-5, GAO-6, GAO-8.
I tillegg til midler for mekanisering av elektrisk arbeid beskrevet ovenfor, er det andre (rørleggerverktøy, manuelle dorer, sveiseutstyr, en enhet for å bøye rør, stramme ledninger i rør). 
Figur 3 – Verktøy for behandling og terminering av ledninger og kabler:
a - sektorsaks av typen NS-3; b - trykktang PK-3; c - trykktang PK-4.
Sammenleggbare kontaktforbindelser.
Sammenleggbare kontaktforbindelser kalt:
Tilkobling av ledere av ledninger og kabler direkte til terminalene til elektrisk utstyr (elektriske motorer, kontroll- og beskyttelsesutstyr, etc.);
Tilkobling av dekk og grener fra dem med bolter;
Implementering av grener av ledninger og kabler fra de elektriske hovedlinjene uten å bryte dem:
Koble ledninger med klemmer.
Elektrisk strømutstyr har som regel flate, stift- og stikkontaktledninger (fig. 3).
Disse konklusjonene åpner for avtakbar tilkobling av ledninger og kabler med elektrisk utstyr. Terminalene til terminalene til elektriske enheter for automatisering, kontroll, signalering og beskyttelse kan også være kronblad, pinne og spor (fig. 4). De er bare forbundet med kobberledere av ledninger og kabler ved lodding. 
Figur 4 – Kontaktkonklusjoner for elektrisk utstyr: a-nest; b-pin;
i leilighet; d, d-blad; w-rille; z-pinne.
 I bryterutstyr, strømkretser, sekundære kretser, samt for tilkobling av ledere til installasjonsprodukter, brukes overgangskontaktklemmer (grenklemmer, lysekroneklemmer, rekkeklemmer fra typeinnstilling eller ikke-oppsatte klips) (fig. 5) .
I bryterutstyr, strømkretser, sekundære kretser, samt for tilkobling av ledere til installasjonsprodukter, brukes overgangskontaktklemmer (grenklemmer, lysekroneklemmer, rekkeklemmer fra typeinnstilling eller ikke-oppsatte klips) (fig. 5) .
Figur 5 – Mekaniske klemmer: a, b, c - overgangskontakt;
d, e, f, g - gren; h - skrue.
Utformingen og hoveddimensjonene til flate og pin-terminaler til elektrisk utstyr er regulert av GOST 21242-75. Konklusjonene til elektrisk utstyr er som regel laget av kobber, aluminium og deres legeringer. Ved strømmer opp til 40 A kan de være stål. Kobber- og stålterminaler er belagt med tinn, sink-tinnlegering, kadmium og nikkel.
Den direkte installasjonen av kontaktforbindelser i elektriske installasjoner er innledet av terminering av ledninger og kabler. Avslutning av kjerner med et tverrsnitt på opptil 10 mm 2 kan gjøres i form av en støder, ringlet, spiss, ved hjelp av lodding eller krymping (fig. 6). 
Figur 6- Typer avslutning av ledere av ledninger og kabler: a - i form av en støder;
b - i form av en ring; c - blokkspiss; d - begrensende
pukk; d - stjerneskive; e - tips.
Det anbefales å fjerne isolasjonen fra endene av ledningene med et tverrsnitt på opptil 4 mm 2 med KSI, KY-1, etc. tang uten å skade den.
Tilkobling av aluminiumsledere til terminalene på elektrisk utstyr
Tilkoblingen av enkelttråds aluminiumsledere med et tverrsnitt på opptil 10 mm 2 til de flate terminalene på elektrisk utstyr utføres etter stripping av lederen under et lag med nøytralt smøremiddel (Vaseline, CIATIM - 221 eller kvarts-vaselinpasta) . Etter stripping fjernes det skitne fettet, erstattes med et rent, og enden av ledningen bøyes til en ring. Ved tilkobling til terminalen er det installert en stjerneskive og en fjærskive (fig. 7). 
Figur 7– Tilkobling av en aluminiumsleder til en flat terminal
elektriske apparater:
1-skrutrekker; 2-skrue; 3-fjærs skive; 4-stjerners vaskemaskin;
5-aluminiumskjerne; 6-pinners utgang.
Enkeltrådede aluminiumsledere med et tverrsnitt på 2,5 mm, forhåndsterminert med en type P ringsko, kobles til pinneklemmene ved å stramme mellom to muttere med en skive og en fjærskive. Enkeltråds aluminiumsledere med et tverrsnitt på 2,5 ... 10 mm 2, ikke avsluttet med en spiss, er forhåndsrenset til en metallisk glans under et lag med nøytralt smøremiddel med lederen tildannet til en ring. Deretter utføres en tiltrekking på pinneterminalen mellom to muttere med installasjon av en stjerneskive og en fjærskive.
Det må huskes at tilkobling av aluminiumsledere til pinner og klemmer på elektrisk utstyr installert i fuktige rom, i aggressive miljøer eller utendørs installasjoner er ikke tillatt.
Under slike forhold er tilkobling av aluminiumsledere kun tillatt etter at de er avsluttet med kobber-aluminiumsstifter.
Tilkobling av kobberledere av ledninger og kabler til terminaler
elektrisk utstyr.
Koblingen av kobber entrådsledere med et tverrsnitt på opptil 10 mm 2 til flate kobberterminaler utføres etter stripping av lederen til en metallisk glans, etterfulgt av forming til en ring. En skive og en fjærskive er installert mellom skruehodet og kjernen (fig. 6).
Koblingen av kobbertrådede ledere med et tverrsnitt på opptil 10 mm 2 til flate kobberterminaler utføres etter at lederen er avsluttet med en spiss eller lederen er formet til en ring med lodding. I dette tilfellet er det kun installert en fjærskive mellom skruehodet og spissen.
Kobber entrådsledere av ledninger og kabler kobles direkte til stikkontaktene. Strandede kobberledere, uavhengig av seksjon, kobles først til etter at de er avsluttet med pinnesko. Det er tillatt å koble en strandet kjerne etter å ha fortinnet enden av kjernen til en monolittisk stang. Enkeltrådede kobberledere med et tverrsnitt på opptil 10 mm 2 kobles til pinneklemmene etter at de er strippet til en metallisk glans og formet til en ring. Kjernene renses for smuss og fett med et løsemiddel. En mutter skrus på pinneterminalen, en kobberkjernering settes på, hvoretter en skive, en fjærskive installeres på pinneterminalen og mutterne til pinneterminalen strammes med en skiftenøkkel. Trådede kobberledere med tverrsnitt inntil 10 mm 2 skal avsluttes med knaster eller formes til en loddet ring. I dette tilfellet, når du kobler til, er det også installert en skive og en fjærskive.
Metoder for ledningstilkobling
Kontaktforbindelser av ledere er et svært viktig element elektrisk krets Derfor, når du utfører elektrisk arbeid, må du alltid huske at påliteligheten til ethvert elektrisk system i stor grad bestemmes av kvaliteten på de elektriske forbindelsene.
Alle kontaktforbindelser er underlagt visse tekniske krav. Men først og fremst må disse forbindelsene være motstandsdyktige mot mekaniske faktorer, være pålitelige og trygge.
Med et lite kontaktområde i kontaktsonen kan det oppstå en ganske betydelig motstand for passering av strøm. Motstanden i punktet der strømmen går fra en kontaktflate til en annen kalles transient kontaktmotstand, som alltid er større enn motstanden til en solid leder av samme størrelse og form. Under drift kan egenskapene til kontaktforbindelsen under påvirkning av forskjellige eksterne og interne faktorer forringes så mye at en økning i kontaktmotstanden kan forårsake overoppheting av ledningene og skape nødsituasjon. Den forbigående kontaktmotstanden avhenger i stor grad av temperaturen, med en økning i hvilken (som følge av strømpassasjen) en økning i kontaktmotstanden oppstår. Kontakt oppvarming tilegner seg spesiell betydning og i forbindelse med dens innflytelse på prosessen med oksidasjon av kontaktflater. I dette tilfellet er oksidasjonen av kontaktflaten mer intens, jo høyere kontakttemperatur. Utseendet til en oksidfilm forårsaker i sin tur en veldig sterk økning i kontaktmotstand.
Dette er et element i en elektrisk krets hvor den elektriske og mekaniske tilkoblingen av to eller flere individuelle ledere utføres. Ved kontaktpunktet til lederne dannes en elektrisk kontakt - en ledende forbindelse gjennom hvilken strøm flyter fra en del til en annen.

Et enkelt overlegg eller lett vridning av kontaktflatene til de tilkoblede lederne gir ikke god kontakt, fordi på grunn av mikroruhet skjer ikke selve kontakten over hele overflaten av lederne, men kun på noen få punkter, noe som fører til en betydelig økning i kontaktmotstand.

I kontaktpunktet mellom to ledere oppstår det alltid en kontaktmotstand for en elektrisk kontakt, hvis verdi avhenger av de fysiske egenskapene til materialene i kontakt, deres tilstand, kompresjonskraften ved kontaktpunktet, temperatur og det faktiske kontaktområdet.
Fra synspunktet om påliteligheten til elektrisk kontakt aluminiumstråd ikke kan konkurrere med kobber. Etter noen sekunders eksponering for luft dekkes den forhåndsrensede aluminiumsoverflaten med en tynn hard og ildfast oksidfilm med høy elektrisk motstand, noe som fører til økt transient motstand og sterk oppvarming av kontaktsonen, som et resultat av at elektrisk motstand. En annen egenskap ved aluminium er dens lave flytegrense. En sterkt strammet forbindelse av aluminiumsledninger svekkes over tid, noe som fører til en reduksjon i påliteligheten til kontakten. I tillegg har aluminium den dårligste ledningsevnen. Det er derfor bruken i husholdningen elektriske systemer aluminiumsledninger er ikke bare upraktiske, men også farlige.
Kobber oksiderer i luft ved normale boligtemperaturer (ca. 20 °C). Den resulterende oksidfilmen har ikke stor styrke og blir lett ødelagt ved kompresjon. Spesielt intens oksidasjon av kobber begynner ved temperaturer over 70 °C. Oksydfilmen på selve kobberoverflaten har ubetydelig motstand og har liten effekt på verdien av transientmotstanden.

Kontaktflatenes tilstand har en avgjørende innflytelse på veksten av kontaktmotstanden. For å oppnå en stabil og holdbar kontaktforbindelse, må det utføres høykvalitets rengjøring og overflatebehandling av de tilkoblede lederne. Fjern isolasjonen fra lederne ønsket lengde spesialverktøy eller kniv. Deretter rengjøres de nakne delene av venene med en smergelklut og behandles med aceton eller white spirit. Lengden på kuttet avhenger av egenskapene til den spesielle metoden for tilkobling, gren eller avslutning.

Den transiente kontaktmotstanden avtar i stor grad med en økning i kompresjonskraften til de to lederne, siden det faktiske kontaktområdet avhenger av det. For å redusere overgangsmotstanden i forbindelsen av to ledere, er det derfor nødvendig å sikre tilstrekkelig kompresjon, men uten destruktive plastiske deformasjoner.

Det er flere måter å lage en elektrisk tilkobling på. Den høyeste kvaliteten på dem vil alltid være den som gir, under spesifikke forhold, den laveste verdien av den transiente kontaktmotstanden så lenge som mulig.
I henhold til "Elektrisk installasjonsreglene" (klausul 2.1.21) skal tilkobling, forgrening og terminering av kjernene til ledninger og kabler utføres ved sveising, lodding, krymping eller fastklemming (skrue, bolt, etc.) iht. med gjeldende instruksjoner. I slike forbindelser er det alltid mulig å oppnå en jevn lav kontaktmotstand. I dette tilfellet er det nødvendig å koble ledningene i samsvar med teknologien og bruke passende materialer og verktøy.

Dette er en viktig og ansvarlig operasjon. Det kan utføres på ulike måter: ved hjelp av rekkeklemmer, ved lodding og sveising, ved krymping, og ofte ved vanlig vridning. Alle disse metodene har visse fordeler og ulemper. Det er nødvendig å velge en tilkoblingsmetode før du starter installasjonen, da dette også innebærer valg av passende materialer, verktøy og utstyr.

På ledningsforbindelse samme farge på nøytral-, fase- og jordledninger bør observeres. Som oftest fase ledning- brun eller rød, null fungerer - blå, ledning beskyttende jord- gul-grønn.

Svært ofte må elektrikere koble en ledning til en eksisterende linje. Du må med andre ord lage en grenledning. Slike tilkoblinger er laget ved hjelp av spesielle grenklemmer, rekkeklemmer og piercingklemmer.

I direkte kontakt danner kobber og aluminium et galvanisk par, og en elektrokjemisk prosess oppstår ved kontaktpunktet, som et resultat av at aluminium ødelegges. Derfor, for å koble til kobber- og aluminiumsledninger, må spesielle terminaler eller boltede forbindelser brukes.

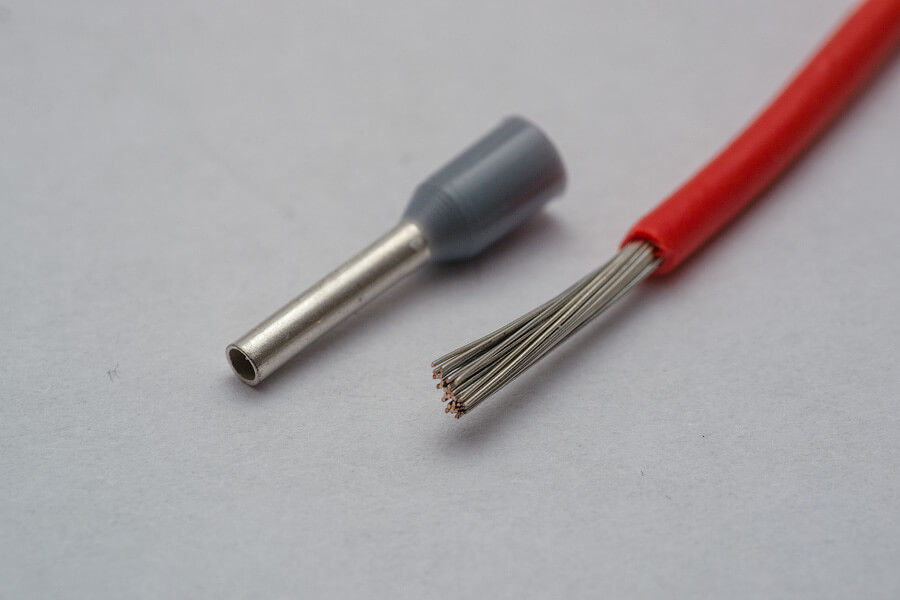
Ledninger koblet til ulike enheter, trenger ofte spesielle tips som bidrar til å sikre pålitelig kontakt og redusere kontaktmotstand. Slike knaster kan festes til ledningen ved lodding eller krymping.

Det er flest forskjellige typer. For eksempel, for kobbertrådede ledere, er tappene produsert fra sømløse kobberrør, flatet og boret for en bolt på den ene siden.
Sveising. Kobling av ledninger ved sveising.

Det gir en solid og pålitelig kontakt, så den er mye brukt i elektrisk arbeid.
Sveising utføres i endene av tidligere strippede og vridd ledere med en karbonelektrode ved bruk av sveisemaskiner med en effekt på ca. 500 W (for en vridningsseksjon på opptil 25 mm2). Strømmen på sveisemaskinen er satt fra 60 til 120 A, avhengig av tverrsnittet og antall ledninger som skal sveises.
På grunn av de relativt lave strømmene og lave (sammenlignet med stål) smeltetemperatur, skjer prosessen uten stor blendende lysbue, uten dyp oppvarming og spruting av metallet, noe som gjør det mulig å bruke beskyttelsesbriller i stedet for en maske. I dette tilfellet kan andre sikkerhetstiltak forenkles. Ved slutten av sveisingen og trådkjølingen er den nakne enden isolert med elektrisk tape eller varmekrympeslange. Etter liten treningsøkt ved hjelp av sveising er det mulig å raskt og effektivt koble elektriske ledninger og kabler i strømforsyningssystemet.

Ved sveising føres elektroden til tråden som skal sveises til den berører, deretter trekkes den tilbake til en kort avstand (OD-1 mm). Den resulterende sveisebuen smelter de vridde ledningene til en karakteristisk kule dannes. Berøring av elektroden bør være kortvarig for å skape ønsket smeltesone uten å skade ledningsisolasjonen. Det er umulig å lage en lang buelengde, siden sveisestedet viser seg å være porøst på grunn av oksidasjon i luften.

For tiden sveisearbeid for tilkobling av elektriske ledninger er det praktisk å utføre inverter sveisemaskin, siden den har et lite volum og vekt, noe som gjør at elektrikeren kan jobbe på en stige, for eksempel under taket, og henge inverter-sveisemaskinen på skulderen. For sveising av elektriske ledninger brukes en grafittelektrode belagt med kobber.

I en skjøt oppnådd ved sveising, elektrisitet strømmer gjennom et monolittisk metall av samme type. Selvfølgelig er motstanden til slike forbindelser rekordlav. I tillegg har en slik forbindelse utmerket mekanisk styrke.
Av alle kjente måter tilkoblinger av ledninger, ingen av dem kan sammenlignes med sveising når det gjelder holdbarhet og ledningsevne til kontakten. Jevn lodding blir ødelagt over tid, siden et tredje, mer smeltbart og løst metall (loddemetall) er tilstede i forbindelsen og ved grensen forskjellige materialer det er alltid ekstra kontaktmotstand og destruktive kjemiske reaksjoner er mulig.
Lodding. Koble ledninger ved lodding.

Lodding er en metode for sammenføyning av metaller ved å bruke et annet, mer smeltbart metall. Sammenlignet med sveising er lodding enklere og rimeligere. Det krever ikke dyrt utstyr, er mindre brannfarlig og ferdigheter til å yte god kvalitet rasjoner vil kreves mer beskjedne enn i gjennomføringen sveiset skjøt. Det skal bemerkes at metalloverflaten i luft vanligvis raskt dekkes med en oksidfilm, så den må rengjøres før lodding. Men den rensede overflaten kan raskt oksidere igjen. For å unngå dette, påfør på de behandlede områdene kjemiske substanser- flussmidler som øker flyten til smeltet loddemetall. Takket være dette er loddingen sterkere.
Lodding er også den beste måten avslutninger av kobbertrådede ledere inn i ringen - den loddede ringen er jevnt dekket med loddetinn. I dette tilfellet må alle ledninger gå helt inn i den monolittiske delen av ringen, og diameteren må tilsvare diameteren på skruklemmen.

Prosessen med å lodde ledninger og kabelkjerner består i å belegge de oppvarmede endene av de tilkoblede kjernene med smeltet tinn-bly loddemetall, som gir etter herding mekanisk styrke og høy elektrisk ledningsevne for den permanente forbindelsen. Loddingen skal være jevn, uten porer, smuss, sagging, skarpe loddebuler, fremmede inneslutninger.

For lodding av kobberledere med små tverrsnitt brukes lodderør fylt med kolofonium, eller en løsning av kolofonium i alkohol, som påføres krysset før lodding.

For å lage en loddet kontaktforbindelse av høy kvalitet, må kjernene til ledninger (kabler) fortinnes forsiktig, og deretter vrides og krympes. Kvaliteten på den loddede kontakten avhenger i stor grad av riktig vridning.

Etter lodding er kontaktforbindelsen beskyttet av flere lag med isolasjonstape eller varmekrympeslange. I stedet for isolasjonstape kan den loddede kontaktforbindelsen beskyttes med en isolasjonshette (PPE). Før dette er det ønskelig å dekke den ferdige fugen med en fuktbestandig lakk.

Deler og loddetinn varmes opp med et spesialverktøy som kalles loddebolt. En forutsetning for å skape en pålitelig forbindelse, er loddemetoden den samme temperaturen på overflatene som skal loddes. Av stor betydning for kvaliteten på lodding er forholdet mellom temperaturen på loddespissen og smeltetemperaturen. Naturligvis kan dette bare oppnås med riktig verktøy.
Loddebolter varierer i design og kraft. For å utføre elektrisk husholdningsarbeid er et konvensjonelt elektrisk loddejern med en effekt på 20-40 W ganske tilstrekkelig. Det er ønskelig at den er utstyrt med en temperaturregulator (med temperatursensor) eller i det minste en effektregulator.

Erfarne elektrikere bruker ofte lodding original måte. Et hull med en diameter på 6-7 mm og en dybde på 25-30 mm bores i arbeidsstangen til en kraftig loddebolt (minst 100 W) og fylles med loddetinn. Ved oppvarming er et slikt loddejern et lite tinnbad, som lar deg raskt og effektivt lodde flere strandede forbindelser. Før lodding kastes en liten mengde kolofonium i badekaret, noe som forhindrer utseendet av en oksidfilm på overflaten av lederen. Den videre loddeprosessen består i å senke den vridde skjøten ned i et slikt improvisert bad.

En vanlig måte å opprette en kontakt på er å bruke skruklemmer. I dem sikres pålitelig kontakt ved å stramme skruen eller bolten. I dette tilfellet anbefales det å feste ikke mer enn to ledere til hver skrue eller bolt. Ved bruk av strandede ledninger i slike forbindelser krever endene av ledningene fortinning eller bruk av spesielle knaster. Fordelen med slike forbindelser er deres pålitelighet og sammenleggbarhet.
Etter avtale kan rekkeklemmer være gjennom og kobles sammen.

Designet for å koble ledninger til hverandre. De brukes vanligvis til å koble inn ledninger koblingsbokser og fordelingstavler.

Det benyttes gjennomføringsklemmer, som regel for å koble forskjellige enheter til nettverket (lysekroner, lamper, etc.), samt for å skjøte ledninger.

Når du kobler ledninger med strandede ledninger ved hjelp av skrueterminaler, må endene deres forhåndsloddes eller krympes med spesielle ører.
Når du arbeider med aluminiumsledninger, anbefales ikke bruk av skrueterminaler, siden aluminiumsledere, når de strammes med skruer, er utsatt for plastisk deformasjon, noe som fører til en reduksjon i påliteligheten til forbindelsen.

Nylig har en veldig populær enhet for tilkobling av ledninger og kabelkjerner blitt selvklemmende rekkeklemmer type WAGO. De er designet for å koble ledninger med et tverrsnitt på opptil 2,5 mm2 og er designet for en driftsstrøm på opptil 24 A, som lar deg koble en belastning på opptil 5 kW til ledningene som er koblet til dem. Opptil åtte ledninger kan kobles til i slike rekkeklemmer, noe som øker hastigheten på ledningen som helhet. Riktignok, sammenlignet med vridning, okkuperer de i loddede bokser mer plass som ikke alltid er praktisk.

Den skruløse rekkeklemmen er fundamentalt forskjellig ved at installasjonen ikke krever verktøy og ferdigheter. Tråden, strippet til en viss lengde, settes inn på plass med liten innsats og presses sikkert av en fjær. Utformingen av den skruløse klemmeforbindelsen ble utviklet i tysk selskap WAGO tilbake i 1951. Det finnes andre produsenter av denne typen elektriske produkter.

I fjærbelastede selvklemmende rekkeklemmer er som regel den effektive kontaktflaten for liten. Ved høye strømmer fører dette til oppvarming og frigjøring av fjærene, noe som resulterer i tap av deres elastisitet. Derfor bør slike enheter bare brukes på eyeliners som ikke er utsatt for store belastninger.

WAGO produserer rekkeklemmer for montering på DIN-skinne, og for skruing til flat overflate, men når den er installert som en del av hjemmekabling, brukes konstruksjonsklemmer. Disse rekkeklemmene er tilgjengelige i tre typer: for koblingsbokser, for armaturer og universal.


Rekkeklemmer WAGO for koblingsbokser tillater de å koble fra en til åtte ledere med et tverrsnitt på 1,0-2,5 mm2 eller tre ledere med et tverrsnitt på 2,5-4,0 mm2. Og rekkeklemmer for armaturer kobler 2-3 ledere med et tverrsnitt på 0,5-2,5 mm2.

Teknologien for tilkobling av ledninger ved hjelp av selvklemmende rekkeklemmer er veldig enkel og krever ikke spesialverktøy og spesielle ferdigheter.

Det er også rekkeklemmer der lederen festes ved hjelp av en spak. Slike enheter lar deg oppnå godt trykk, pålitelig kontakt og samtidig enkelt demonteres.

Et av koblingsproduktene som er populære blant elektrikere er. En slik klemme er et plasthus, inne i hvilken det er en anodisert konisk fjær. For å koble ledningene strippes de til en lengde på ca. 10-15 mm og brettes til en felles bunt. Etter det vikles PPE på den, vri med klokken til den stopper. I dette tilfellet komprimerer fjæren ledningene, og skaper den nødvendige kontakten. Selvfølgelig skjer alt dette bare når PPE-hetten er riktig tilpasset dens pålydende verdi. Ved å bruke denne klemmen er det mulig å koble flere enkeltledninger med et totalt areal på 2,5-20 mm2. Naturligvis er hettene i disse tilfellene av forskjellige størrelser.

Avhengig av størrelsen har PPE visse tall og velges i henhold til det totale arealet tverrsnitt vridde kjerner, som alltid er angitt på emballasjen. Når du velger PPE-hetter, bør man ikke bare styres av antallet, men også av det totale tverrsnittet av ledningene de er designet for. Fargen på produktet har nr praktisk verdi, men kan brukes til merking av fase- og nøytralledere og jordledninger.

PPE-klemmer øker raskt installasjonen, og på grunn av det isolerte huset krever de ikke ekstra isolasjon. Riktignok er tilkoblingskvaliteten noe lavere enn for skruklemmer. Derfor, ceteris paribus, bør sistnevnte fortsatt foretrekkes.
Vridning. Twisted wire tilkobling.
Vridning av bare ledninger som tilkoblingsmetode i "Elektrisk installasjonsregler" (PUE) er ikke inkludert. Men til tross for dette anser mange erfarne elektrikere en korrekt utført vri som en fullstendig pålitelig og høykvalitets forbindelse, og hevder at kontaktmotstanden i den praktisk talt ikke skiller seg fra motstanden i hele lederen. Uansett, en god vri kan betraktes som en av stadiene for å koble ledninger ved lodding, sveising eller PPE-hetter. Derfor er vridning av høy kvalitet nøkkelen til påliteligheten til alle elektriske ledninger.

Hvis ledningene er koblet i henhold til "hvordan det skjedde"-prinsippet, kan det oppstå en stor kontaktmotstand ved kontaktpunktet, med alle de negative konsekvensene.


Avhengig av type tilkobling kan vridning utføres på flere måter, som med en liten transient motstand kan gi en helt pålitelig tilkobling.
Først fjernes isolasjonen forsiktig uten å skade trådkjernen. Seksjoner av årer utsatt for en lengde på minst 3-4 cm behandles med aceton eller white spirit, rengjøres sandpapir til en metallisk glans og tett vridd med tang.


Krympemetode mye brukt for å lage pålitelige koblinger i koblingsbokser. I dette tilfellet strippes endene av ledningene, kombineres til passende bunter og presses inn. Forbindelsen etter krymping er beskyttet med elektrisk tape eller krympeslange. Den er ikke avtakbar og krever ikke vedlikehold.
Krymping ansett som en av de mest pålitelige måtene å koble ledninger på. Slike forbindelser er laget ved hjelp av hylser ved kontinuerlig kompresjon eller lokal innrykk med spesialverktøy (presstang), hvor utskiftbare dyser og stanser settes inn. I dette tilfellet oppstår fordypningen (eller kompresjonen) av hylseveggen inn i kabelkjernene med dannelsen av en pålitelig elektrisk kontakt. Krymping kan gjøres ved lokal innrykk eller kontinuerlig kompresjon. En solid krympe er vanligvis laget i form av en sekskant.
Det anbefales å behandle kobbertråder med et tykt smøremiddel som inneholder teknisk vaselin før krymping. Denne smøringen reduserer friksjonen og reduserer risikoen for skade på kjernen. Et ikke-ledende smøremiddel øker ikke kontaktmotstanden til forbindelsen, siden hvis teknologien følges, forskyves smøremidlet fullstendig fra kontaktpunktet, og forblir bare i hulrommene.

For pressing brukes oftest manuell presstang. I det vanligste tilfellet er arbeidslegemene til disse verktøyene matriser og stanser. I det generelle tilfellet er stansen et bevegelig element som produserer en lokal fordypning på hylsen, og matrisen er en figurert fast brakett som oppfatter trykket i hylsen. Matriser og stanser kan være utskiftbare eller justerbare (designet for forskjellige seksjoner).
Når du installerer en konvensjonell ledninger til hjemmet som regel brukes små krympetang med krøllete kjever.

Som krympehylse kan du selvfølgelig bruke evt kobberrør, men det er bedre å bruke spesielle ermer laget av elektrisk kobber, hvis lengde tilsvarer betingelsene for påliteligheten til forbindelsen.

Ved krymping kan ledningene settes inn i hylsen både fra motsatte sider inntil gjensidig kontakt er strengt i midten, og fra den ene siden. Men i alle fall må det totale tverrsnittet av ledningene tilsvare den indre diameteren til hylsen.
Lodding brukes i tilfeller der det ikke er mulighet for bruk av sveising og krymping. Lodding utføres ved hjelp av en propan-oksygen fakkel. Lodding av enkeltledere 2,5 - 10 mm2 kan også gjøres med loddebolt.
Lodding av aluminiumsledere opp til 10 mm2
Forbindelsen og grenen utføres ved loddet vridning, termineringen gjøres til en ring.
Enkeltråds aluminiumsledere 2,5 - 10 mm2. Lodding av koblinger og grener utføres ved dobbel vridning med et spor. Isolasjonen fjernes fra kjernene, rengjøres til en metallisk glans. Deretter varmes skjøten opp med en flamme fra en propan-oksygenbrenner til loddet begynner å smelte.
En pinne av loddemetall A, introdusert i flammen, gnir sporet på den ene siden. Når tilkoblingen varmes opp, begynner kjernene å bli fortinnet og sporet fylles med loddetinn. På samme måte er kjernene fortinnet og sporet er fylt med loddetinn på den andre siden.
De tilkoblede kjernene og vridningspunktene er også loddet fra de ytre overflatene. Etter avkjøling er krysset isolert.
Lodding av entråds og flertrådet kobberledere 1,5 - 10 mm2.
Tilkobling og forgrening av ledninger med kobberledere utføres ved loddet vridning (uten spor). Isolasjonen fra enden av kjernen fjernes i en lengde på 20 - 35 mm, kjernen rengjøres med sandpapir til en metallisk glans, de tilkoblede kjernene er vridd og loddet med et loddebolt eller i et bad med smeltet loddemiddel POSSu 40 -0,5 (loddemidler av andre merker kan brukes, for eksempel POSSu 40-2, POSSu 61-0,5). Ved lodding brukes flussmiddel - kolofonium eller en alkoholløsning av kolofonium. Stedet for lodding etter avkjøling er isolert.
Avslutningen av trådede kobberledere 1 - 2,5 mm2 utføres i form av en ring, etterfulgt av en halvtråd. For å gjøre dette, fjern isolasjonen fra enden av kjernen i en lengde på 30-35 mm, rengjør den til en metallisk glans med sandpapir, bøy enden av kjernen i form av en ring med rundtang, dekk den med kolofonium eller en løsning av kolofonium i alkohol og dypp den i 1 - 2 s i smeltet loddemetall POSSU 40 - 0,5. Etter avkjøling er kjernen isolert til ringen.
Lodding av flertrådet aluminiumsledere med tverrsnitt 16 - 150 mm2.
 Før loddeforbindelser og grener fjernes isolasjon fra enden av kjernen over en lengde på 50-70 mm. Før du fjerner papirisolasjonen, påføres en trådbinding på stedet for kuttet, deretter løsnes tråden med en tang og impregneringssammensetningen fjernes med en klut fuktet i bensin. Kjerner med gummi- og plastisolasjon krever ikke denne operasjonen.
Før loddeforbindelser og grener fjernes isolasjon fra enden av kjernen over en lengde på 50-70 mm. Før du fjerner papirisolasjonen, påføres en trådbinding på stedet for kuttet, deretter løsnes tråden med en tang og impregneringssammensetningen fjernes med en klut fuktet i bensin. Kjerner med gummi- og plastisolasjon krever ikke denne operasjonen.
Den sektorformede kjernen rundes av ved hjelp av en presse. Strandede ledere kan avrundes med universaltang. Enden av kjernen, renset for isolasjon, kuttes i trinn. Flere svinger av asbest med ledning er viklet rundt kanten av isolasjonen.
Kjernene varmes opp med flammen fra en propan-butan-brenner eller en blåselampe. etter starten av smeltingen av loddepinnen A, introdusert i flammen, påføres den på hele den trappetrinnede overflaten av ledningene og til endene deres, mens for fullstendig fortinning av ledningene gnis overflaten av kjernen forsiktig. med stålbørste. Dette fullfører fortinningsprosessen.
Etter det vikles en asbestsnor på kjernen ved den tiltenkte kanten av formen. Legg endene av kjernene i en avtakbar form. De styrker formen på kjernene med spesielle låser eller trådbandasjer og setter beskyttelsesskjermer på kjernene, og kjølere er installert for store deler av kjernene. Formen varmes opp med en flamme, starter fra bunnen av midtdelen og videre over hele overflaten, til loddetinn begynner å smelte, hvis stang føres inn i flammen og smeltes inn i porthullet til formen er fylt til toppen med loddetinn.
Det smeltede loddetinn blandes med en ståltrådkrok og slagger fjernes fra overflaten av badet av smeltet metall, loddetinn komprimeres ved lett banking på formen. Etter at forbindelsen eller grenen er avkjølt, fjernes skjermene og formen og loddestedet arkiveres, deretter dekkes den med en fuktbestandig lakk og isoleres.
Avslutning av aluminiumsledere ved lodding
Avslutningen av aluminiumsledere ved lodding utføres med tips. I dette tilfellet tas størrelsen på spissen i tverrsnitt ett trinn høyere (for en 50 mm2 kjerne tas en 70 mm2 spissen) for bedre loddepenetrasjon i gapet mellom kjernen og spissen.
Den indre overflaten av tupphylsen rengjøres med en stålbørste og fortinnes, deretter settes tuppen på kjernen slik at den sentrale ledningen (det første trinnet av kjernen) stikker ut fra tuppens hals med 5 - 6 mm. For forsegling vikles en asbestsnor rundt kjernen ved halsen på spissen og en skjerm festes på kjernen.
Flammen til brenneren rettes mot den øvre endedelen av spisshylsen og det første trinnet av strengstrengen som stikker ut fra den, og de varmes opp til loddet begynner å smelte. Loddepinnen smeltes inn i spissen til hele rommet mellom kjernen og spisshylsen er fylt.
Etter avkjøling og fjerning av skjermen og asbestviklingen dekkes loddestedet med fuktbestandig lakk og kjernene er isolert opp til 3/4 av høyden på spisshylsen.
Avslutning av trådede kobberledere 1,5 - 240 mm2
Avslutningen av kobbertrådede ledere 1,5 - 240 mm2 utføres ved hjelp av stemplede ører. Isolasjonen fjernes fra enden av kjernen med en lengde lik lengden på spisshylsen pluss 10 mm. Sektorkjernen er avrundet med tang. med en klut fuktet med bensin fjernes impregneringssammensetningen fra enden av kjernen, dekkes med fluss eller loddefett og fortinnes. En spiss settes på kjernen, i den nedre enden av hvilken en bandasje med to eller tre lag asbest påføres.
Spissen varmes opp med en flamme fra en propan-oksygenbrenner eller en loddebolt og det ferdigsmeltede loddetinn POSSU 40-0,5 helles inn, og sørger for at loddetinn trenger inn mellom ledningene til kjernen. Umiddelbart etter det, med en klut smurt med loddesalve, blir loddeflekker på overflaten av spissen drevet av og jevnet ut. asbestbandasjen fjernes og isolasjon påføres i stedet.
Sammenføyning av aluminium til kobber ved lodding
Tilkobling av aluminiumsledere 16-240 mm2 med kobberledere utføres på samme måte som tilkoblingen ved å lodde to aluminiumsledere.
Aluminiumskjernen er klargjort for lodding ved trinnskjæring eller med en fas i en vinkel på 55 grader mot horisontalen. Kobberkjernen prepareres på samme måte som ved lodding av kobberkjerner.
Endene av aluminiumslederne må fortinnes først med lodde A, og deretter med loddetinn POSSu, og endene av kobberledere og kobberforbindelseshylser med loddetinn POSSu.
Avslutning av aluminiumsledere med kobbertapper
Avslutning av aluminiumsledere med kobbertapper utføres på samme måte som avslutning med aluminiumssko. Kobberspissen er preliminært fortinnet med POSSU 40-0,5 loddetinn.
Avslutning utføres også med klargjøring av enden av aluminiumskjernen med en skråning i en vinkel på 55 grader. I dette tilfellet settes enden av den forberedte aluminiumskjernen inn i spisshylsen med en skråstilling mot kontaktdelen slik at kjernen er forsenket i spisshylsen med 2 mm. Spaltene er forseglet ved direkte reflow av TsO-12 loddemetall på den skrå overflaten av kjernen. Oksydfilmen fra enden av kjernen fjernes med en skrape under et lag med loddetinn.