Til afslutning af lederne af ledninger og kabler bruges et specielt værktøj i form af en pressetang. Det er ikke svært at afslutte lederen på egen hånd, det er meget vigtigere at vælge den rigtige kabelsko. Dernæst vil vi give en metodik, der giver dig mulighed for nemt at klare krympning af både strengede og enkelttrådede ledninger, begge lavet af aluminium og kobber, og på samme tid af små og store tværsnit.
Det er vigtigt at vide
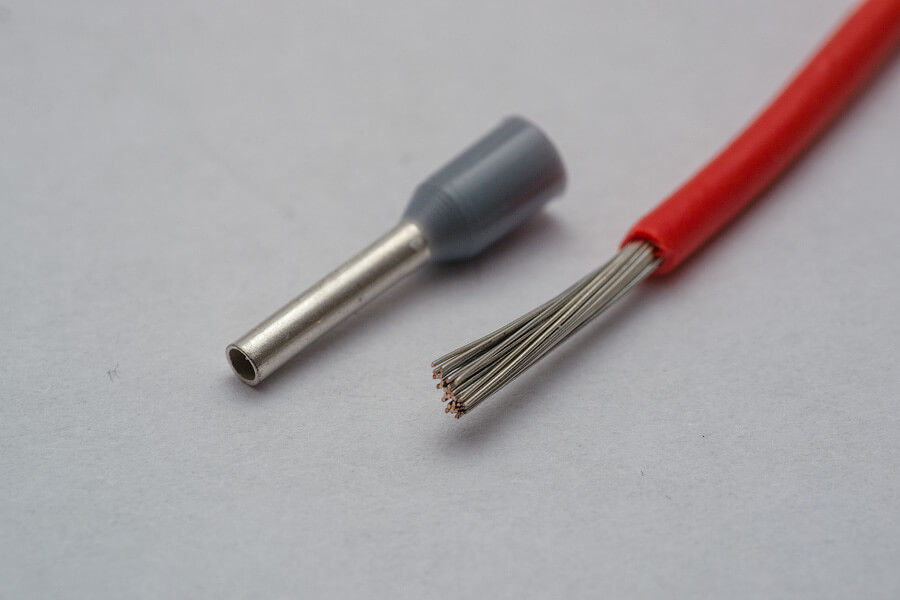
Det første, jeg gerne vil tale om, er vigtigheden af at terminere ledere af ledninger og kabler med et specielt værktøj, og hvorfor det generelt er nødvendigt at krympe ledere med ferrules. Du har sikkert været opmærksom på, hvordan den er forbundet med tavlehuset. Den gulgrønne ledning er fastgjort på begge sider med en skrueforbindelse gennem en speciel løkke, som vist på billedet nedenfor.
For ikke så længe siden, i stedet for en sådan spids, blev venen simpelthen bøjet til en ring ved hjælp af en tang og strammet med en skrue. Nogle kommende elektrikere indsatte simpelthen en kerne mellem skruen og pladen og spændte den forsigtigt fast med en skruetrækker. Det er strengt forbudt, pga Med denne metode til at afslutte lederne øges overgangsmodstanden, som et resultat af, at du kan se den smeltede isolering af kablet, hvilket kan føre til en kortslutning i ledningerne eller mere alvorlige konsekvenser - udbruddet af en brand i hus.
En anden meget ugunstig konsekvens af en ugunstig fastgørelse af lederne er nul udbrænding ved høje strømbelastninger. Det kan du finde ud af i den tilsvarende artikel!
Termineringsteknologi
Det vil ikke være svært at afslutte en ledning eller et kabel med et specialværktøj på egen hånd. Du skal bare tage en passende spids, sætte den helt på kernen og klemme den med et tryk. I dette tilfælde afhænger antallet af krympepunkter af krympeværktøjets design. Hvis crimpning udføres ved hjælp af en matrice med punktkontakt, skal du trykke tappene 2 eller flere steder fordelt på langs. Hvis den pressede del af spidsen er sammenlignelig med bredden af fordybningen efter presning, så er et punkt tilstrækkeligt. Ærmerne er krympet med mindst to fordybninger, en på hver side for at holde hver af lederne. Generelt afhænger antallet af krympepunkter af bredden af "kæberne" på presseværktøjet.
Dette er nødvendigt for bedre kontakt, minimal og mekanisk styrke. Med enkle ord - i dette tilfælde vil lederen ikke hoppe ud af spidsen eller ærmet.
Reglerne og teknologien for terminering og krympning af ledere er beskrevet i følgende dokumenter:
- VSN 139-80
- I1.09-10
Derudover skal et vigtigt krav bemærkes - for at krympe en aluminiumsleder er det nødvendigt at bruge et kvarts-vaseline smøremiddel, som forhindrer dannelsen af en oxidfilm, der forværrer kontakten.

Herhjemme er det ikke altid klogt at købe et dyrt krympeværktøj, så der er alternativer. For eksempel er der en speciel og kabelstripper, hvis design kan omfatte en presse, som vist på billedet. 


Du kan også undvære den såkaldte tang - flad bøsningen manuelt med en hammer eller en tang, men i dette tilfælde er der ingen garanti for god kontakt, så det er stadig bedre at bruge mindst en stripper for pålidelig afslutning af venerne , og endnu bedre en crimper (special crimp). Vi talte om det i en separat artikel. 
Vi gør opmærksom på, at hvis du beslutter dig for at afslutte en enkeltlederleder ved hjælp af en tang, skal du vælge den rigtige krympematrice. Med det forkerte valg er der stor sandsynlighed for at ødelægge ærmet eller spidsen, simpelthen at rive dets metal.
Derudover er der specielle loddespidser. I dette tilfælde sker afslutningen af lederne af en ledning eller et strømkabel i to trin:
- Kernen, strippet til en metallisk glans og behandlet med et neutralt loddemiddel, er helt indsat i spidsen.
- Loddemetal hældes gennem et specielt hul.
Videoinstruktion til brug af pressen
Kort om tips
Nå, og den sidste ting, jeg gerne vil tale om, er, hvilke ferrules der kan bruges til at afslutte en ledning og et kabel derhjemme. I dag er følgende produkter til opsigelse populære i industrien og hverdagen.
Kontaktforbindelser er et meget vigtigt element i elektrisk arbejde, fordi pålideligheden af enhver elektrisk installation i høj grad bestemmes af kvaliteten af den elektriske kontakt.
Alle kontaktforbindelser er underlagt visse tekniske krav, herunder elektriske parametre, design, god modstandsdygtighed over for mekaniske faktorer, pålidelighed og sikkerhed. Denne samling indeholder de bedste artikler på webstedet, som dækker det vigtigste måder at skabe kvalitetsforbindelser og filialer på ledninger og kabelkerner i elektriske installationer.
Ved kontaktpunktet mellem to ledere, kontaktmodstand, hvis værdi afhænger af et stort antal faktorer: de fysiske egenskaber af kontaktmaterialerne, deres tilstand, trykkraften ved kontaktpunktet, opvarmningstemperaturen osv.
Især ugunstig ud fra et synspunkt om pålideligheden af elektrisk kontakt er aluminium overflade... Efter et par sekunders udsættelse for luft dækkes den forrensede aluminiumsoverflade med en tynd oxidfilm, hård og ildfast, med høj elektrisk modstand. Smeltepunktet for aluminium er 565 - 578 o C, og dets oxidfilm er omkring 2000 o C.
I modsætning til aluminium har kobber bedre ledningsevne, oxiderer langsomt og har tilfredsstillende mekaniske egenskaber. Oxidfilmen på kobber er let at fjerne og påvirker ikke kvaliteten af den elektriske forbindelse væsentligt.
Når det er direkte forbundet med kobber, danner aluminium et galvanisk par, der er en negativ elektrode i det. Ved kontaktpunktet opstår der en elektrokemisk proces, hvorved aluminium ødelægges.
For at forbinde kobber- og aluminiumtråde og kabelkerner skal du bruge specielle terminal- og boltforbindelser, som er beskrevet i denne artikel -.
 Når du opretter en kontaktforbindelse, er der altid særlig opmærksomhed klargøring af ledere af ledninger og kabler: Fjern isoleringen fra kernerne med et specialværktøj, eller rengør de blottede dele af kernerne med en smergelklud, acetone eller hvidsprit. Længden af snittet skal tage højde for særegenhederne ved den særlige metode til forbindelse, forgrening eller afslutning af ledere af ledninger og kabler.
Når du opretter en kontaktforbindelse, er der altid særlig opmærksomhed klargøring af ledere af ledninger og kabler: Fjern isoleringen fra kernerne med et specialværktøj, eller rengør de blottede dele af kernerne med en smergelklud, acetone eller hvidsprit. Længden af snittet skal tage højde for særegenhederne ved den særlige metode til forbindelse, forgrening eller afslutning af ledere af ledninger og kabler.
Der er en stor variation monteringsmetoder for elektrisk kontakt... Kontaktforbindelsen af højeste kvalitet vil altid være den, der giver den laveste kontaktmodstand så længe som muligt.
De vigtigste metoder til at lave kontaktforbindelser er svejsning, lodning, krympning, boltede og terminalforbindelser. Hver af disse metoder har sine egne fordele og ulemper.
Før introduktionen af krympning og svejsning i elektrisk installationspraksis var metoden til at forbinde, forgrene og afslutte kobberledere den vigtigste. Metoder til at vride små sektionsårer med deres efterfølgende lodning med bløde tinlodder blev meget brugt. Nu bruges denne metode sjældent på grund af dens høje arbejdsintensitet.
Processen med lodning af ledninger og kabelkerner består i at dække de opvarmede ender af de tilsluttede kerner med smeltet tin-bly loddemiddel. Harpiks, stearin eller loddesalve () bruges som flusmiddel.
Til lodning af kobberledere af små sektioner skal du bruge lodderør fyldt med kolofonium eller en opløsning af kolofonium i alkohol, som påføres krydset før lodning. Forbindelsen skal være mekanisk stærk. Lodning skal være glat, uden porer, snavs, hængende, skarpe buler af lodde, udenlandske indeslutninger -,.
Efter lodning påføres 2-3 lag klæbende isoleringstape på kontaktforbindelsen med hver omgang overlappende. Det er meget ønskeligt at dække dette sted på toppen med en fugtbestandig lak. I stedet for isoleringstape kan der sættes en isoleringshætte på den loddede kontaktsamling.
Lodning bruges også, når trådede kobberledere afsluttes i en ring. Dette er den bedste måde at afslutte flertrådede kobberledere på op til 2,5 mm 2. Den loddede ring skal være jævnt dækket med lodde. De snoede ledninger skal helt ind i den monolitiske del af ringen, og dens diameter skal svare til diameteren af skrueklemmen.
For at skabe en højkvalitets loddet kontaktforbindelse skal lederne af ledningerne (kablerne) snoes korrekt. Kvaliteten af den loddede kontakt afhænger meget af den korrekte vridning. For at lære at lave et godt twist, se her:
En af de ældste måder at oprette en kontakt på er brug af bolte- og skrueforbindelser... De tilhører sammenfoldelige kontakter. Stabilisering af den forbigående modstand i dem udføres ved at stramme skruen eller bolten.
 For nylig er WAGO-typen en meget populær måde at forbinde ledninger og kabelkerner på. Der er andre producenter af denne type elektriske produkter - klemrækker REXANT, TRIDONIC, Klemsan, SMK osv.
For nylig er WAGO-typen en meget populær måde at forbinde ledninger og kabelkerner på. Der er andre producenter af denne type elektriske produkter - klemrækker REXANT, TRIDONIC, Klemsan, SMK osv.
Svejsning giver en monolitisk og pålidelig kontakt, derfor er den meget brugt i elektrisk arbejde:
Ved hjælp af en krympetang afsluttes også lederne af ledninger og kabler. For at gøre dette skal du bruge specielle tips til krympning:.
Meget ofte skal elektrikere tilslutte en elektrisk installation til en eksisterende ledning, der går forbi i relativ nærhed. Det er med andre ord nødvendigt skabe en gren af ledninger... Denne artikel har dækket, hvordan man opretter grene ved hjælp af specielle grenklemmer, klemrækker og piercingklemmer -
Når du opretter forbindelser, afslutninger og grene af ledninger og kabler, glem ikke at følge sikkerhedsregler, dette er især vigtigt, når du bruger specialværktøj og udstyr!
Jeg ser frem til dine kommentarer!
Anmeldelse udarbejdet af Andrey Povny
LANDBRUGS- OG FØDEVAREMINISTERIET
Republikken Belarus hovedafdeling for uddannelse, videnskab og personale
UDDANNELSESINSTITUTIONEN
"BUDA-KOSHELEVSKY STATES AGRARIAN-TECHNICAL COLLEGE"
Disciplin "Teknologi af elektrisk arbejde"
Specialitet:
2-74 06 31-01 "Strømforsyning af landbrugsproduktion (elkraftindustri)".
Laboratoriearbejde nr. 3
Tema:
Undersøgelse af kvaliteten af forbindelsen af ledninger og kabler, der udføres på forskellige måder.
Formålet med arbejdet:
At studere metoderne til at lave ikke-adskillelige og sammenklappelige kontaktforbindelser. Få praktiske færdigheder i at lave kontaktsamlinger ved lodning, svejsning og trykprøvning.
Afsluttet: studerende
3 kurser, 55 es grupper
Polyakov A.Yu.
Tjekket af: lærer
Lashkevich A.V
1. Emne og formål med lektionen.
2. Kort teoretisk information.
3. Skitse tegninger.
INSTRUKTIONER
Måder at forbinde ledere af ledninger og kabler
Elektriske forbindelser er lavet ved at bruge svejsning, lodning, krympning, skabe sammenklappelige kontaktforbindelser.
Svejsning. Svejsning bruges til at afslutte og forbinde aluminiumsledere af ledninger og kabler i alle tværsnit samt til at forbinde aluminiumsledere med kobber med et tværsnit på ikke mere end 10 mm 2. Der er tre svejsemetoder; elektrisk svejsning ved kontaktopvarmning, termit og gas.
Ved afslutning og samling af aluminiumsledere ved svejsning anvendes VAMI flux. Flussmidlet er designet til at fjerne oxidfilmen fra overfladen af aluminiumsledere og for at beskytte overfladen mod oxidation. VAMI flux er en blanding af tre komponenter: kaliumchlorid (50%), natriumchlorid (30%), kryolit (20%). Smeltepunktet for fluxen er 630 ° C. Den kemiske industri producerer flusmiddel i pulverform, pakket i hermetisk lukkede dåser. Før brug fortyndes fluspulveret med vand til konsistensen af tyk creme fraiche (100 dele flusmiddel til 30 ... 40 dele vand efter vægt). Før svejsning påføres fluxen med en hårbørste i et tyndt lag på overfladen af aluminiumslederne; tyk påføring af fluxen forbedrer ikke kvaliteten af leddet.
Elsvejsning ved kontaktopvarmning er den mest almindelige type svejsning, der anvendes til afslutning og samling af aluminiumsledere af ledninger og kabler. Det udføres: ved hjælp af tang med to carbonelektroder (fig. 1); ved hjælp af en clips (fig. 2).

Ris. 1- Sammensat aluminiumRis. 2- Sammensat aluminium
levet i tang med to elektroder: levet af elektrisk svejsning med tang med
1-kulstofelektrode; 2-vridning ved hjælp af et klip:
aluminum ledere; 1-clips lavet af stålbånd;
3-elektrode klemme 2-kulstof elektroder;
3-elektrode klemme
Gassvejsning bruges til terminering, tilslutning og forgrening af aluminiumsledere. Til tilslutning af enkeltledere med et samlet tværsnit på op til 20 mm 2 - propan-luft og kun til afslutning - oxygen-acetylensvejsning. Afslutning, tilslutning og forgrening af kobberledere ved gassvejsning er ikke tilladt.
Propan-ilt svejsning i stålforme bruges de til at afslutte vener med et tværsnit på 300 ... 1500 mm 2 og udføres ved hjælp af plader lavet af AD31T1 hård legering og LS spidser.
For kerner med et tværsnit på 16 ... 240 mm " anvendes stangafslutning ved sammensmeltning til en monolit med tilsætning af legeringsadditiver fra aluminiumslegeringer. Forbindelsen af kerner med et tværsnit på 16 ... 1500 mm 2 kan laves ende-til-ende, og kerner med et samlet tværsnit på op til 400 mm 2 - i enderne til en fælles monolitisk stang.
Termitsvejsning giver høj kvalitet elektrisk kontakt. Det udføres ved hjælp af en termitpatron, som består af en muffel (termitmasse) og en cylindrisk køleform af stål. Når termitmassen brændes, indstilles en temperatur inde i køleformen, som gør det muligt at svejse aluminium med succes.
Termitsvejsning bruges til at forbinde, afslutte og forgrene aluminiumsledere af ledninger og kabler. Til svejsning i enderne af flertrådede aluminiumsledere med et samlet tværsnit på op til 240 mm 2 anvendes termitpatroner af mærket PAT, til svejsning af enkelttrådsledere med små tværsnit - PATO-mærket, til stød- ledledere af ledninger og kabler med et tværsnit på 16 ... 800 mm "- termitpatroner af PA-mærket.
Ved tilslutning og afslutning indsættes enderne af venerne i termitpatronens køleform.
Lodning er en type metalbearbejdning for at danne en permanent forbindelse ved hjælp af et smeltet mellemmetal eller en legering kaldet en loddemetal.
Fortinning - dette er en belægning af metallet med et tyndt lag loddemateriale for at beskytte det mod oxidation, såvel som ved forbindelsen mellem lederne for god kontakt.
Med flux de hjælpematerialer, der bruges ved lodning, kaldes. De tjener til at opløse og fjerne oxidfilm fra overfladen af de metaller, der skal sammenføjes, og fra smelten, samt til at danne en stærk, lufttæt film på overfladen. Derfor har flusmidlet en densitet og smeltepunkt under det brugte loddemiddel (tabel 1).
Lodning af aluminium hæmmes på grund af dens lette oxiderbarhed med dannelse af en stærk oxidfilm på overfladen. Det fjernes normalt direkte under lodning mekanisk ved at gnide med en speciel metalbørste eller direkte med en loddepind. I dette tilfælde fjernes oxidfilmen under loddelaget, og sidstnævnte er fast forbundet med metaloverfladen. Aluminiumsledere loddes ved hjælp af lodde A, TsO-12, TsA-15.
TsA-15 loddemetal er kendetegnet ved høj mekanisk styrke og korrosionsbestandighed. Ved brug kræves der ingen særlige foranstaltninger for at beskytte loddepunktet mod korrosion. Det har dog en ulempe - et højt smeltepunkt, som begrænser dets anvendelse i elektrisk installationspraksis på grund af faren for overophedning af kerneisoleringen under lodning.
Loddet TsO-12 har et lavere smeltepunkt end TsA-15, men har ikke tilstrækkelig korrosionsbestandighed. Det bruges til lodning af aluminiumsledere af kabler inde i koblinger, hvis hermetiske forsegling udelukker indtrængning af fugt og luft til loddepunktet.
Loddet A har et lavt smeltepunkt og modstår korrosion bedre end loddemetal TsO-12. Lodepunkterne skal dog dækkes med en fugtbestandig lak og omhyggeligt isoleres.
Kobberledere loddes ved hjælp af bløde tin-bly-loddemidler POS-30, POS-40 osv. ved hjælp af flusmidler.
Ved lodning bruges et loddekolbe som varmekilde (til kerner med et tværsnit på op til 10 mm 2), en blæselampe med en kapacitet på 0,5 ... 1 l eller et specielt sæt værktøjer med fyldte cylindre med propan-butan.
Krympning
Krympning - forbindelse af ledere af ledninger p> ved lokal fordybning eller kontinuerlig og kombineret kompression.
Tilslutning, forgrening og afslutning af kobber- og aluminiumsledere ved krympning er udbredt i elektrisk installationspraksis. Ved crimpning indsættes en ledning eller kabelkerne i den rørformede del af spidsen eller en speciel muffe og komprimeres ved hjælp af en matrix og et stempel. Kontakttrykket mellem muffen og lederen sikrer en pålidelig elektrisk forbindelse.
Ved presning ved hjælp af lokal fordybning af stansens tænder et eller flere steder skabes et stort tryk ét sted og den bedste elektriske kontakt,
Ved crimpning med en kontinuerlig crimp skabes et stort tryk, og derfor en god elektrisk kontakt, gennem hele crimpen.
Kombineret kompression forbedrer den elektriske kontakt mellem kernen og den rørformede del af spidsen eller muffen på grund af det faktum, at der under forhold med kontinuerlig kompression skabes et ekstra højt tryk på det sted, hvor chanson-tanden presses af matrixen og punch. Forskellige værktøjer og mekanismer bruges til crimpning.
Når du vælger en krympemetode (lokal fordybning, kontinuerlig eller kombineret krympning), er det nok at mestre teknikkerne til at udføre en af dem, fordi på trods af de ydre forskelle, når du udfører krympning med disse metoder, er de fleste operationer af samme type. Crimpning med solid eller kombineret crimpning kræver brug af kraftige presser med stor indsats. Til crimpning ved lokalt fordybning kan du bruge alle slags tænger. Derudover er metoden med lokal indrykning mest udbredt, når der udføres elektrisk arbejde.
Når du arbejder med værktøjet, er det nødvendigt at følge de generelle sikkerhedsregler, samt reglerne i betjeningsvejledningen til presser, tænger og andet værktøj.
Pålideligheden af kontaktforbindelsen er i alle tilfælde høj nok, hvis anvendelsesområdet er korrekt bestemt, spidsen eller muffen, arbejdsværktøjer er præcist udvalgt, overfladerne er omhyggeligt forberedte og krympningen udføres korrekt.
Afslutning
Afslutning- dekoration af enderne af ledere af ledninger eller kabler til efterfølgende tilslutning.
For at afslutte aluminiumsledere (med et tværsnit fra 16 til 240 mm ") af ledninger med en spænding på op til 2 kV og kabler op til 35 kV, skal du bruge rørformede ører til ledere (med et tværsnit på 2,5 mm 2 ) af ledninger med en spænding på op til 2 kV og kabler op til 1 kV - ringspidser (hætter).
Værktøj til bearbejdning, tilslutning og afslutning af ledninger og kabler.
Værktøj til bearbejdning, tilslutning og afslutning af ledninger og kabler. Behandling, tilslutning og afslutning af ledninger og kabler er teknologiske operationer, herunder skæring af en leder, fjernelse af isolering fra den, fremstilling af en ringklemme. Arbejdet udføres i installationsområdet eller i MEZ ved hjælp af hånd- eller elværktøj og mekanismer.
Til at klippe (klippe) ledninger og kabler anvendes IC-sektorsakse (fig. 3, a), hvor kraften, der påføres de to håndtags håndtag, overføres til sektorknivenes skærekraft ved hjælp af en skraldemekanisme . Sektorsakse klippede ledninger og kabler med aluminiumsledere med et tværsnit på 3X240 mm 2 og kobber - med et tværsnit på 3X150 mm 2
Isolering fjernes fra trådkerner med værktøjer, der indeholder en drivmekanisme, der overfører kræfter fra to håndtag (i stedet for de tidligere brugte tre) til skæreklinger, der bevæger sig mod dem, og en mekanisme, der fjerner den afskårne isolering. Knivene har skærekanter i form af to halvcirkler, kalibreret efter kernediameteren og tillader justering. MB-1M-værktøjet kan bruges til at fjerne gummi-, plastik- og bomuldsisolering fra enderne af ledninger og kerner af kabler af forskellige mærker og tværsnit (0,75-6 mm 2).
Ved afslutning og tilslutning af aluminium- og kobbertråde med et tværsnit på 16-240 mm 2 anvendes krympning i vid udstrækning. Virksomheden producerer forenede værktøjssæt NIOS (til krympning af aluminiumsledere) og NYOM (til krympning af kobberledere), samt ensrettede håndpressere med mekaniske, hydrauliske eller elektriske drev.
I elektrisk installation, den mest udbredte elektrisk ledende presse PG-20, manuel hydraulisk PGR-20 Ml og manuel mekanisk RMP-7. Krympningører og ærmer på ledere med et tværsnit på op til 35 mm 2 udføres effektivt ved hjælp af mekanisk type pressetænger med en løftestangsmekanisme til at overføre kræfter. Pressetang PK-3 (fig. 3, b) er beregnet til presning af aluminiumsledere i bøsninger GAO-4, GAO-5, GAO-b, kobberledere med et tværsnit på 4-b mm 2 i studser af T-serien og muffer af 1M-serien, a også til terminering af kobberledere med et tværsnit på 1,5 og 2,5 mm 2 i kabelendesko (stempler) af P-serien Press-kløer PK-4 (fig. 3, c) ) er beregnet til krympning af aluminiumsko og forbindelsesbøsninger på ledninger og kabler med et tværsnit på 16-35 mm", samt bøsninger GAO-5, GAO-6, GAO-8.
Ud over de ovenfor beskrevne midler til mekanisering af elektrisk arbejde er der andre (låsesmedværktøj, hånddorne, svejseudstyr, en anordning til bøjning af rør, stramning af ledninger i rør). 
Figur 3 – Værktøj til behandling og afslutning af ledninger og kabler:
a - sektorsaks af typen NS-3; b - tryktang PK-3; c - tryktang PK-4.
Aftagelige kontaktforbindelser.
Sammenklappelige kontaktforbindelser hedder:
Tilslutning af ledere af ledninger og kabler direkte til terminalerne på elektrisk udstyr (elektriske motorer, kontrol- og beskyttelsesudstyr osv.);
Tilslutning af samleskinner og grene fra dem ved hjælp af bolte;
Udførelse af grene af ledninger og kabler fra elektriske hovedledninger uden at bryde dem:
Tilslutning af ledninger med klemmer.
Power elektrisk udstyr har som regel flade, han- og hunkontakter (fig. 3).
Disse terminaler giver mulighed for aftagelig forbindelse af ledninger og kabler med elektrisk udstyr. Terminalerne på kontaktklemmerne til elektriske enheder til automatisering, kontrol, signalering og beskyttelse kan også være kronblade, stifter og riller (fig. 4). Kun kobberledere af ledninger og kabler er forbundet til dem ved lodning. 
Figur 4 – Kontakter til elektrisk udstyr: a-stik; b-stift;
i-flade; d, e-kronblad; g-rillet; s-stift.
 I koblingsanlæg, strømkredsløb, sekundære kredsløb samt til tilslutning af ledere til installationsprodukter anvendes overgangskontaktklemmer (grenklemmer, lysekroneklemmer, klemrækker fra typesæt eller ikke-indsatte klemmer) (fig. 5).
I koblingsanlæg, strømkredsløb, sekundære kredsløb samt til tilslutning af ledere til installationsprodukter anvendes overgangskontaktklemmer (grenklemmer, lysekroneklemmer, klemrækker fra typesæt eller ikke-indsatte klemmer) (fig. 5).
Figur 5 – Mekaniske klemmer: a, b, c - overgangskontakt;
d, e, f, g - forgrening; h - skrue.
Designet og hoveddimensionerne af flade og benterminaler på elektrisk udstyr er reguleret af GOST 21242-75. Ledninger af elektrisk udstyr er som regel lavet af kobber, aluminium og deres legeringer. Ved strømme op til 40 A kan de være lavet af stål. Bly fremstillet af kobber og stål er belagt med tin, zink-tin-legering, cadmium og nikkel.
Direkte installation af kontaktforbindelser i elektriske installationer er forudgået af afslutningen af kernerne af ledninger og kabler. Afslutning af ledere med et tværsnit på op til 10 mm 2 kan laves i form af en støder, en ringlet, en spids, ved hjælp af lodning eller krympning (fig. 6). 
Figur 6- Typer af afslutning af ledere af ledninger og kabler: a - i form af en støder;
b - i form af en ring; c - med en blokspids; d - begrænsende
vaskemaskine; d - en stjerneskive; e - tip.
Det anbefales at fjerne isoleringen fra ledernes ender med et tværsnit på op til 4 mm 2 ved hjælp af tang KSI, KY-1, etc. årer uden at beskadige den.
Tilslutning af aluminiumsledere til terminalerne på elektrisk udstyr
Tilslutningen af enkelttrådede aluminiumsledere med et tværsnit på op til 10 mm 2 til de flade terminaler af elektrisk udstyr udføres efter stripning af lederen under et lag neutralt fedt (vaseline, CIATIM - 221 eller kvarts-vaselinepasta ). Efter stripning fjernes det snavsede fedt, erstattes med et rent, og enden af tråden bøjes til en ring. Når den er tilsluttet stikkontakten, er der installeret en stjerneskive og en fjederskive (рнс. 7). 
Figur 7– Tilslutning af en aluminiumsleder til en flad terminal
elektriske apparater:
1 skruetrækker; 2-skrue; 3-fjedret skive; 4-stjernet vaskemaskine;
5-aluminiumsleder; 6-benet udgang.
Enkeltrådede aluminiumsledere med et tværsnit på 2,5 mm, prætermineret med en P-type ringsko, forbindes til stiftklemmerne ved at stramme mellem to møtrikker med installation af en skive og en fjederskive. Enkeltrådede aluminiumsledere med et tværsnit på 2,5 ... 10 mm 2, ikke afsluttet med en spids, er forstrippet til en metallisk glans under et lag neutralt fedt med lederen i en ring. Spænd derefter stiftterminalen mellem to møtrikker med installation af en stjerneskive og en fjeder.
Det skal huskes, at tilslutning af aluminiumsledere til stifter og klemmer på elektrisk udstyr installeret i fugtige rum, i et aggressivt miljø eller udendørs installationer er ikke tilladt.
Under sådanne forhold er tilslutning af aluminiumsledere kun tilladt efter deres afslutning med kobber-aluminiumsstifter.
Tilslutning af kobberledere af ledninger og kabler til terminalerne
elektrisk udstyr.
Forbindelsen af enkelttrådede kobberledere med et tværsnit på op til 10 mm 2 til flade kobberledninger udføres efter stripning af lederen til en metallisk glans, efterfulgt af fremstilling af en ring. En spændeskive og en fjederskive er installeret mellem skruehovedet og kernen (fig. 6).
Forbindelsen af trådede kobberledere med et tværsnit på op til 10 mm 2 til flade kobberledninger udføres efter at lederne er afsluttet med en spids eller lederen er formet til en ring med lodning. I dette tilfælde er der kun installeret en fjederskive mellem skruehovedet og spidsen.
Kobber entrådsledere af ledninger og kabler er forbundet direkte til hunklemmerne. Strandede kobberledere, uanset tværsnit, forbindes kun efter at have afsluttet dem med stifter. Det er tilladt at forbinde en strandet kerne efter fortinning af enden af kernen til en monolitisk stang. Enkeltrådede kobberledere med et tværsnit på op til 10 mm 2 forbindes til stiftklemmerne, efter at de er blevet strippet til en metallisk glans og formet til en ring. Lederne renses for snavs og fedt med et opløsningsmiddel. En møtrik skrues på stiftterminalen, en kobberkernering sættes på, hvorefter en spændeskive, en fjederskive monteres på stiftterminalen og stiftterminalmøtrikkerne spændes med en skruenøgle. Trådede kobberledere med et tværsnit på op til 10 mm 2 skal afsluttes med ferrules eller udføres i en ring med lodning. I dette tilfælde, ved tilslutning, er der også installeret en skive og en fjederskive.
Trådforbindelsesmetoder
Kontaktforbindelser af ledere er et meget vigtigt element i det elektriske kredsløb, derfor skal du altid huske, når du udfører elektrisk arbejde, at pålideligheden af ethvert elektrisk system i høj grad bestemmes af kvaliteten af elektriske forbindelser.
Der stilles visse tekniske krav til alle kontaktforbindelser. Men først og fremmest skal disse forbindelser være modstandsdygtige over for mekaniske faktorer, være pålidelige og sikre.
Med et lille kontaktområde i kontaktzonen kan der opstå en ret betydelig modstand for passage af strøm. Modstanden på det sted, hvor strømmen går fra en kontaktflade til en anden, kaldes kontaktmodstanden, som altid er større end modstanden af en fast leder af samme størrelse og form. Under drift kan egenskaberne af en kontaktforbindelse under påvirkning af forskellige eksterne og interne faktorer forringes så meget, at en stigning i dens kontaktmodstand kan forårsage overophedning af ledningerne og skabe en nødsituation. Den transiente kontaktmodstand afhænger i høj grad af temperaturen, med en stigning, hvori der (som følge af strømmens passage) sker en stigning i kontaktens transiente modstand. Kontaktopvarmning er af særlig betydning i forbindelse med dens effekt på oxidationsprocessen af kontaktflader. I dette tilfælde er oxidationen af kontaktfladen jo mere intens, jo højere kontakttemperaturen er. Udseendet af en oxidfilm forårsager til gengæld en meget stærk stigning i overførselsmodstanden.
Det er et element i et elektrisk kredsløb, hvor to eller flere separate ledere er elektrisk og mekanisk forbundet. Ved ledernes kontaktpunkt dannes en elektrisk kontakt - en ledende forbindelse, gennem hvilken strøm løber fra en del til en anden.

En simpel overlejring eller let vridning af kontaktfladerne på de ledere, der skal forbindes, giver ikke god kontakt, da der på grund af mikroruheder ikke sker egentlig kontakt over hele ledernes overflade, men kun på nogle få punkter, hvilket fører til en betydelig stigning i kontaktmodstanden.

I kontaktpunktet for to ledere er der altid en transient modstand af den elektriske kontakt, hvis værdi afhænger af de fysiske egenskaber af de kontaktmaterialer, deres tilstand, trykkraften ved kontaktpunktet, temperatur og den faktiske kontaktområde.
Med hensyn til elektrisk kontakt pålidelighed aluminiumstråd ikke konkurrerer med kobber... Efter nogle sekunders udsættelse for luft dækkes den forrensede aluminiumsoverflade med en tynd hård og ildfast oxidfilm med høj elektrisk modstand, hvilket fører til en øget kontaktmodstand og kraftig opvarmning af kontaktzonen, som følge heraf den elektriske modstand øges endnu mere. Et andet træk ved aluminium er dets lave flydespænding. En tæt strammet forbindelse af aluminiumsledninger svækkes over tid, hvilket fører til et fald i kontaktpålidelighed. Derudover har aluminium den dårligste ledningsevne. Derfor er brugen af aluminiumsledninger i husholdningselektriske systemer ikke kun ubelejligt, men også farligt.
Kobber oxiderer i luften ved normale boligtemperaturer (ca. 20 ° C). Den resulterende oxidfilm har ikke stor styrke og ødelægges let ved kompression. Særlig intens kobberoxidation begynder ved temperaturer over 70 ° C. En oxidfilm på en kobberoverflade i sig selv har ringe modstand og har ringe effekt på værdien af kontaktmodstanden.

Kontaktfladernes tilstand har en afgørende indflydelse på væksten af kontaktmodstanden. For at opnå en stabil og holdbar kontaktforbindelse skal der udføres højkvalitets afisolering og overfladebehandling af de tilsluttede ledere. Isoleringen fra kernerne fjernes til den nødvendige længde med et specialværktøj eller en kniv. Derefter renses de bare dele af venerne med smergelklud og behandles med acetone eller terpentin. Længden af rillen afhænger af egenskaberne ved den særlige metode til forbindelse, forgrening eller afslutning.

Den transiente kontaktmodstand falder i høj grad med en stigning i de to lederes trykkraft, da det faktiske kontaktareal afhænger af det. For at reducere den transiente modstand i forbindelsen af to ledere er det således nødvendigt at sikre deres tilstrækkelige kompression, men uden destruktive plastiske deformationer.

Der er flere måder at installere den elektriske forbindelse på. Den højeste kvalitet af dem vil altid være den, der under specifikke forhold giver den laveste værdi af den transiente kontaktmodstand så længe som muligt.
I henhold til "Regler for elektriske installationer" (punkt 2.1.21) skal tilslutning, afgrening og afslutning af ledere af ledninger og kabler udføres ved svejsning, lodning, presning eller sammenpresning (skrue, bolt mv.) iht. den aktuelle vejledning. I sådanne forbindelser er det altid muligt at opnå en konsekvent lav kontaktmodstand. I dette tilfælde er det nødvendigt at forbinde ledningerne i overensstemmelse med teknologien og bruge de passende materialer og værktøjer.

Dette er en vigtig og ansvarlig operation. Det kan udføres på forskellige måder: ved hjælp af klemrækker, ved lodning og svejsning, krympning og ofte ved almindelig vridning. Alle disse metoder har visse fordele og ulemper. Det er nødvendigt at vælge en tilslutningsmetode, før installationen påbegyndes, da dette også involverer valg af passende materialer, værktøj og udstyr.

På forbindelsesledninger den samme farve på neutrale, fase- og jordledninger skal overholdes. Normalt er faseledningen brun eller rød, den neutrale arbejdsledning er blå, den beskyttende jordledning er gulgrøn.

Meget ofte skal elektrikere forbinde en ledning til en eksisterende linje. Med andre ord skal du lave en gren af ledningerne. Sådanne forbindelser er lavet ved hjælp af specielle grenklemmer, klemrækker og piercingklemmer.

Når kobber og aluminium direkte danner et galvanisk par, og der sker en elektrokemisk proces i kontaktpunktet, som et resultat af hvilken aluminium ødelægges. Derfor skal du bruge specielle terminal- eller boltforbindelser for at forbinde kobber- og aluminiumtråde.

Ledninger forbundet til forskellige enheder kræver ofte specielle hylstre for at sikre pålidelig kontakt og reducere kontaktmodstand. Disse tapper kan loddes eller krympes til ledningen.

Der er mange forskellige typer. For eksempel, for kobbertrådet ledere, fremstilles tapper af et massivt trukket kobberrør, fladtrykt og boret til en bolt på den ene side.
Svejsning. Svejsetrådsforbindelse.

Giver en monolitisk og pålidelig kontakt, derfor er den meget brugt i elektrisk arbejde.
Svejsning udføres i enderne af forstrippede og snoede ledere med en kulelektrode ved hjælp af svejsemaskiner med en effekt på omkring 500 W (for et tværsnit af snoninger op til 25 mm2). Strømmen på svejsemaskinen indstilles fra 60 til 120 A, afhængig af sektionen og antallet af tråde, der skal svejses.
På grund af relativt lave strømme og en lav (i forhold til stål) smeltetemperatur sker processen uden en stor blændebue, uden dyb opvarmning og metalsprøjt, hvilket gør det muligt at bruge beskyttelsesbriller i stedet for en maske. Samtidig kan andre sikkerhedsforanstaltninger forenkles. Ved afslutningen af svejsning og afkøling af tråden er den bare ende isoleret med elektrisk tape eller varmekrympeslange. Efter lidt træning med svejsning kan du hurtigt og effektivt foretage tilslutninger af elektriske ledninger og kabler i strømforsyningssystemet.

Ved svejsning føres elektroden til tråden, der skal svejses, indtil den rører, derefter trækkes den et kort stykke tilbage (OD-1 mm). Den resulterende svejsebue smelter trådenes snoning for at danne en karakteristisk kugle. Kontakten med elektroden bør være kortvarig for at skabe den ønskede tilbagestrømningszone uden at beskadige ledningsisoleringen. Det er umuligt at lave en lang buelængde, da svejsestedet viser sig at være porøst på grund af oxidation i luften.

I øjeblikket er svejsearbejde med tilslutning af elektriske ledninger praktisk at udføre med en inverter-svejsemaskine, da den har et lille volumen og vægt, hvilket gør det muligt for en elektriker at arbejde på en trappestige, for eksempel under loftet, hænge inverter-svejsemaskinen på hans skulder. En kobberbelagt grafitelektrode bruges til at svejse elektriske ledninger.

I en samling opnået ved svejsning løber en elektrisk strøm gennem et monolitisk metal af samme type. Selvfølgelig viser modstanden af sådanne forbindelser sig at være rekordlav. Derudover har en sådan forbindelse fremragende mekanisk styrke.
Af alle de kendte metoder til at forbinde ledninger kan ingen af dem sammenligne med svejsning med hensyn til holdbarhed og ledningsevne af kontakten. Selv lodning kollapser over tid, da et tredje, mere smeltbart og løst metal (loddemetal) er til stede i samlingen, og ved grænsefladen mellem forskellige materialer er der altid yderligere overgangsmodstand, og destruktive kemiske reaktioner er mulige.
Lodning. Loddetrådsforbindelse.

Lodning er en metode til sammenføjning af metaller ved hjælp af et andet, mere lavtsmeltende metal. Sammenlignet med svejsning er lodning enklere og mere overkommelig. Det kræver ikke dyrt udstyr, er mindre brandfarligt, og færdigheder til at udføre en lodning af god kvalitet vil kræve mere beskedne end når man laver en svejset samling. Det skal bemærkes, at metaloverfladen i luft normalt hurtigt bliver dækket af en oxidfilm, derfor skal den rengøres før lodning. Men den rensede overflade kan hurtigt oxidere igen. For at undgå dette påføres kemikalier på de behandlede områder - flusmidler, som øger fluiditeten af det smeltede loddemiddel. Takket være dette er lodningen stærkere.
Lodning er også den bedste måde terminering af kobbertrådede ledere ind i en ring - den loddede ring er jævnt dækket med lodde. I dette tilfælde skal alle ledninger helt ind i den monolitiske del af ringen, og dens diameter skal svare til diameteren af skrueklemmen.

Processen med lodning af ledninger og kabelkerner består i at dække de opvarmede ender af de tilsluttede kerner med smeltet tin-bly loddemiddel, som efter hærdning giver mekanisk styrke og høj elektrisk ledningsevne af den permanente forbindelse. Lodning skal være glat, uden porer, snavs, hængende, skarpe buler af lodde, udenlandske indeslutninger.

Til lodning af kobberledere af små sektioner skal du bruge lodderør fyldt med kolofonium eller en opløsning af kolofonium i alkohol, som påføres krydset før lodning.

For at skabe en loddet kontaktforbindelse af høj kvalitet skal lederne af ledningerne (kabler) omhyggeligt bestråles og derefter snoes og krympes. Kvaliteten af den loddede kontakt afhænger i høj grad af den korrekte vridning.

Efter lodning beskyttes kontaktsamlingen med flere lag isoleringstape eller varmekrympeslange. I stedet for isoleringstape kan den loddede kontaktsamling beskyttes med en isoleringshætte (PPE). Før det er det ønskeligt at dække den færdige forbindelse med en fugtbestandig lak.

Dele og lodning opvarmes med et specialværktøj kaldet et loddekolbe. En forudsætning for at skabe en pålidelig forbindelse ved lodning er den samme temperatur på de overflader, der skal loddes. Forholdet mellem loddekolbespidsens temperatur og smeltetemperaturen har stor betydning for lodningens kvalitet. Dette kan naturligvis kun opnås med det rigtige værktøj.
Loddekolber varierer i design og kraft. For at udføre husholdningselektriske arbejde er et almindeligt 20-40 W elektrisk stangloddejern ganske nok. Det er ønskeligt, at det er udstyret med en temperaturregulator (med en temperatursensor) eller i det mindste en effektregulator.

Erfarne elektrikere bruger ofte den originale loddemetode. Et hul med en diameter på 6-7 mm og en dybde på 25-30 mm bores i arbejdsstangen på en kraftig loddekolbe (mindst 100 W) og fyldes med lodde. I en opvarmet tilstand er et sådant loddejern et lille fortinningsbad, som giver dig mulighed for hurtigt og effektivt at lodde flere flerkerneforbindelser. Før lodning kastes en lille mængde kolofonium i badet, hvilket forhindrer udseendet af en oxidfilm på overfladen af lederen. Den yderligere loddeproces består i at sænke den snoede samling ned i et sådant improviseret bad.

En af de almindelige måder at oprette en kontakt på er at bruge skrue klemrækker... I dem sikres pålidelig kontakt ved at stramme skruen eller bolten. I dette tilfælde anbefales det ikke at tilslutte mere end to ledere til hver skrue eller bolt. Ved brug af trådede ledere i sådanne forbindelser kræver enderne af ledningerne fortinning eller brug af specielle ferrules. Fordelen ved sådanne forbindelser er deres pålidelighed og sammenklappelighed.
Efter betegnelse kan klemrækker være bøsning og forbinder.

Designet til at forbinde ledninger med hinanden. De bruges normalt til at skifte ledninger i samledåser og fordelingstavler.

Der anvendes gennemføringsklemmer, som regel til at forbinde forskellige enheder (lysekroner, lamper osv.) til netværket samt til splejsning af ledninger.

Når du forbinder ledninger med trådede ledere ved hjælp af skrueklemmer, skal deres ender forloddes eller krympes med specielle ferrules.
Når du arbejder med aluminiumstråde, anbefales det ikke at bruge skrueklemmer, da aluminiumsledere, når de strammes med skruer, er tilbøjelige til plastisk deformation, hvilket fører til et fald i forbindelsens pålidelighed.

For nylig er en meget populær enhed til at forbinde ledninger og kerner af kabler blevet selvspændende klemrækker type WAGO... De er designet til at forbinde ledninger med et tværsnit på op til 2,5 mm2 og er designet til en driftsstrøm på op til 24 A, hvilket giver dig mulighed for at tilslutte en belastning på op til 5 kW til de ledninger, der er forbundet med dem. I sådanne klemrækker kan der tilsluttes op til otte ledninger, hvilket generelt fremskynder ledningsføringen betydeligt. Sandt nok, i sammenligning med vridning optager de mere plads i uloddede kasser, hvilket ikke altid er praktisk.

Den skrueløse klemrække er fundamentalt anderledes ved, at installationen ikke kræver værktøj og færdigheder. En ledning, der er strippet til en vis længde, indsættes på sin plads med lille indsats og presses pålideligt af en fjeder. Designet af den skruefri klemmeforbindelse blev udviklet i det tyske firma WAGO tilbage i 1951. Der findes andre producenter af denne type elektriske produkter.

I fjederbelastede selvspændende klemrækker er den effektive kontaktflade som regel for lille. Ved høje strømme fører dette til opvarmning og frigivelse af fjedrene, som et resultat af, at der er et tab af deres elasticitet. Derfor bør sådanne enheder kun bruges på forbindelser, der ikke er udsat for store belastninger.

WAGO producerer klemrækker både til montering på DIN-skinne og til fastgørelse med skruer til en plan overflade, men konstruktionsklemmer anvendes til montering som en del af husholdningsledninger. Disse klemrækker fås i tre typer: til samledåser, til armaturer og universal.


Klemrækker WAGO for samledåser er det muligt at forbinde fra en til otte ledere med et tværsnit på 1,0-2,5 mm2 eller tre ledere med et tværsnit på 2,5-4,0 mm2. Og klemrækker til lamper forbinder 2-3 ledere med et tværsnit på 0,5-2,5 mm2.

Teknologien til at forbinde ledninger ved hjælp af selvspændende klemrækker er meget enkel og kræver ikke specialværktøj og specielle færdigheder.

Der er også klemrækker, hvor lederen er fastgjort ved hjælp af et håndtag. Sådanne enheder giver dig mulighed for at opnå god fastspænding, pålidelig kontakt og samtidig let adskilles.

Et af de mest populære tilslutningsprodukter blandt elektrikere er. Denne klemme er et plastikhus med en anodiseret konisk fjeder indeni. For at forbinde ledningerne strippes de til en længde på omkring 10-15 mm og foldes til et fælles bundt. Derefter vikles PPE på det, roterende med uret, indtil det stopper. I dette tilfælde komprimerer fjederen ledningerne og skaber den nødvendige kontakt. Alt dette sker selvfølgelig kun, når PPE-hætten er valgt korrekt til dens pålydende værdi. Ved hjælp af en sådan klemme er det muligt at forbinde flere enkeltledninger med et samlet areal på 2,5-20 mm2. Naturligvis er hætterne i disse tilfælde af forskellige standardstørrelser.

Afhængigt af størrelsen har PPE'er visse numre og vælges i henhold til det samlede tværsnitsareal af de snoede kerner, som altid er angivet på pakken. Når du vælger PPE-hætter, skal man ikke kun styres af deres antal, men også af det samlede tværsnit af ledninger, som de er designet til. Farven på produktet har ingen praktisk betydning, men den kan bruges til at markere fase- og nulledere og jordledere.

PPE-klemmer fremskynder installationen betydeligt, og på grund af det isolerede kabinet kræver de ikke yderligere isolering. Sandt nok er kvaliteten af deres forbindelse noget lavere end skrueklemmernes. Derfor bør sidstnævnte stadig foretrækkes alt andet lige.
Vridning. Snoet ledningsforbindelse.
Snoning af bare ledninger som en forbindelsesmetode er ikke inkluderet i "Regler for elektriske installationer" (PUE). Men på trods af dette betragter mange erfarne elektrikere en korrekt udført vridning som en fuldstændig pålidelig og højkvalitetsforbindelse, idet de argumenterer for, at overgangsmodstanden i den praktisk talt ikke adskiller sig fra modstanden i hele lederen. Hvorom alting er, kan god vridning betragtes som et af stadierne til at forbinde ledninger ved lodning, svejsning eller PPE-hætter. Derfor er vridning af høj kvalitet nøglen til pålideligheden af alle elektriske ledninger.

Hvis ledningerne er forbundet efter "hvordan det skete"-princippet, kan der opstå en stor overgangsmodstand med alle negative konsekvenser på stedet for deres kontakt.


Afhængig af forbindelsestypen kan vridning udføres på flere måder, som med en lille overgangsmodstand kan give en fuldstændig pålidelig forbindelse.
Først fjernes isoleringen forsigtigt uden at beskadige trådkernen. Sektioner af årer strippet til en længde på mindst 3-4 cm behandles med acetone eller terpentin, rengøres med sandpapir til en metallisk glans og stramt snoet med en tang.


Krympemetode meget brugt til at lave pålidelige forbindelser i samledåser. I dette tilfælde strippes enderne af ledningerne, kombineres til passende bundter og presses ind. Efter krympning beskyttes forbindelsen med elektrisk tape eller varmekrympeslange. Den er i ét stykke og behøver ikke vedligeholdelse.
Krympning betragtes som en af de mest pålidelige måder at forbinde ledninger på. Sådanne forbindelser er lavet ved hjælp af ærmer ved kontinuerlig kompression eller lokal fordybning med specialværktøj (pressetænger), hvori udskiftelige matricer og stanser indsættes. I dette tilfælde presses (eller klemmes) muffens væg ind i kablets kerner med dannelsen af en pålidelig elektrisk kontakt. Krympning kan udføres ved lokal fordybning eller kontinuerlig krympning. Faste krympninger er normalt sekskantede.
Det anbefales at behandle kobbertråde med et tykt fedt indeholdende teknisk vaseline før krympning. Denne smøring reducerer friktionen og reducerer risikoen for kerneskader. Et ikke-ledende smøremiddel øger ikke forbindelsens overgangsmodstand, da hvis teknologien overholdes, forskydes smøremidlet fuldstændigt fra kontaktpunktet og forbliver kun i hulrummene.

Til crimpning anvendes oftest manuel pressetang. I det mest almindelige tilfælde er disse værktøjers arbejdslegemer matricer og slag. I det generelle tilfælde er stansen et bevægeligt element, der producerer en lokal fordybning på ærmet, og matrixen er en krøllet fast beslag, der opfatter trykket fra ærmet. Matricer og stanser kan være udskiftelige eller justerbare (designet til forskellige sektioner).
Ved installation af almindelige husholdningsledninger bruges som regel små krympetænger med krøllede kæber.

Som en muffe til krympning kan du selvfølgelig bruge ethvert kobberrør, men det er bedre at bruge specielle muffer lavet af elektrisk kobber, hvis længde svarer til betingelserne for pålideligheden af forbindelsen.

Ved krympning kan ledningerne indsættes i muffen både fra modsatte sider, indtil de rører hinanden strengt på midten, eller fra den ene side. Men under alle omstændigheder skal det samlede tværsnit af ledningerne svare til ærmets indvendige diameter.
Lodning anvendes i tilfælde, hvor der ikke er mulighed for at anvende svejsning og krympning. Lodning udføres ved hjælp af en propan-ilt brænder. Lodning af enkelttrådsledere 2,5 - 10 mm2 kan også udføres ved hjælp af en loddekolbe.
Lodning af aluminiumsledere op til 10 mm2
Forbindelsen og forgreningen udføres ved loddet vridning, afslutningen - ved at lave en ring.
Solide aluminiumsledere 2,5 - 10 mm2. Lodning af samlinger og grene udføres ved dobbeltdrejning med en rille. Isolering fjernes fra venerne, renses til en metallisk glans. Fugen opvarmes derefter med en propan-iltbrænder, indtil loddemetal smelter.
Med en loddepind A, indsat i flammen, gnid rillen på den ene side. Når forbindelsen varmes op, begynder lederne at blive fortinnet, og rillen fyldes med lodde. Tilsvarende er lederne fortinnet, og rillen på den anden side er fyldt med lod.
De tilsluttede kerner og snoningspunkter er også fortinnet med lodde fra de ydre overflader. Efter afkøling er krydset isoleret.
Lodning af enkelt- og flertrådede kobberledere 1,5 - 10 mm2.
Forbindelsen og forgreningen af ledninger med kobberledere udføres med en loddet snoning (uden en rille). Isoleringen fra enden af kernen fjernes i en længde på 20 - 35 mm, kernen rengøres med sandpapir til en metallisk glans, kernerne, der skal forbindes, snos og loddes med et loddekolbe eller i et bad med smeltet lodde POSS 40-0,5 (loddemidler af andre mærker kan også bruges f.eks. POSS 40-2, POSS 61-0,5). Ved lodning bruges en flux - kolofonium eller en alkoholopløsning af kolofonium. Stedet for lodning er isoleret efter afkøling.
Afslutningen af trådede kobberledere 1 - 2,5 mm2 udføres i form af en ring efterfulgt af halvdelen. For at gøre dette skal du fjerne isoleringen fra enden af kernen i en længde på 30-35 mm, rengøre den til en metallisk glans med sandpapir, bøje enden af kernen i form af en ring med en tænger med rundnæse, dæksel det med kolofonium eller en opløsning af kolofonium i alkohol og nedsænk i 1 - 2 s i smeltet POSS 40 loddemiddel - 0,5. Efter afkøling isoleres kernen til ringen.
Lodning af flertrådede aluminiumsledere med et tværsnit på 16 - 150 mm2.
 Før lodning af forbindelser og grene fjernes isoleringen fra enden af kernen i en længde på 50-70 mm. Inden papirisoleringen fjernes, påføres en trådbinding på det sted, hvor den skæres, derefter bruges tangen til at løsne snoningen af kernetrådene, og imprægneringsmassen fjernes med en klud gennemvædet i benzin. Ledere med gummi- og plastisolering kræver ikke denne operation.
Før lodning af forbindelser og grene fjernes isoleringen fra enden af kernen i en længde på 50-70 mm. Inden papirisoleringen fjernes, påføres en trådbinding på det sted, hvor den skæres, derefter bruges tangen til at løsne snoningen af kernetrådene, og imprægneringsmassen fjernes med en klud gennemvædet i benzin. Ledere med gummi- og plastisolering kræver ikke denne operation.
Den sektorformede vene afrundes ved hjælp af en presse. Strandede ledere kan fileteres med en multifunktionstang. Den ende af lederen, der er strippet for isolering, skæres i trin. Flere vindinger af asbest med ledning er viklet på kanten af isoleringen.
Lederne opvarmes med flammen fra en propan-butan brænder eller en blæselampe. efter starten af smeltningen påføres loddestaven A, der er indført i flammen, på hele den trinformede overflade af trådsnoningen og til deres ender, mens kernens overflade forsigtigt gnides for fuldstændig fortinning af trådene med en stålbørste. Dette afslutter processen med venevedligeholdelse.
Derefter vikles en asbestsnor på kernen ved den tilsigtede kant af formen. Enderne af venerne lægges i en delt form. De forstærker formen på venerne med specielle låse eller trådbånd og sætter beskyttende skærme på venerne, og for store ledertværsnit installeres kølere. Formen opvarmes med en flamme, startende fra bunden af midterdelen og videre langs hele overfladen, indtil loddet begynder at smelte, hvis stang indføres i flammen og smeltes ind i indløbshullet, indtil formen er fyldt. til toppen med loddet.
Det smeltede loddemiddel blandes med en ståltrådskrog og slagger fjernes fra overfladen af det smeltede metalbad, loddet komprimeres ved let at banke på formen. Efter at forbindelsen eller grenen er afkølet, fjernes skærmene og formen, og loddestedet arkiveres, derefter dækkes det med fugtbestandig lak og isoleres.
Lodning af aluminiumsledere
Lodning af aluminiumsledere udføres med lugs. I dette tilfælde tages spidsens størrelse over tværsnittet et trin højere (for en kerne på 50 mm2 tages en spids på 70 mm2) for bedre indtrængning af loddet ind i mellemrummet mellem kernen og spidsen .
Den indvendige overflade af spidsmuffen rengøres med en stålbørste og fortinnes, derefter sættes spidsen på kernen, så den centrale wire (kernens første trin) stikker ud fra spidsens hals med 5 - 6 mm. For at forsegle vikles en asbestsnor på kernen ved spidsens hals, og en skærm fastgøres til kernen.
Brænderens flamme er rettet mod den øvre endedel af spidsens ærme og det første trin af vridning af kernen, der stikker ud fra den og opvarmes indtil begyndelsen af smeltningen af loddet. Loddestaven smeltes ind i spidsen, indtil hele mellemrummet mellem kernen og spidsmuffen er fyldt.
Efter nedkøling og afmontering af skærm og asbestvikling belægges loddepunktet med en fugtbestandig lak og lederne isoleres op til 3/4 af spidsmuffehøjden.
Afslutning af trådede kobberledere 1,5 - 240 mm2
Afslutningen af kobberstrengede ledere 1,5 - 240 mm2 udføres ved hjælp af stubbede ferrules. Isolering fjernes fra enden af kernen over en længde svarende til længden af spidsmuffen plus 10 mm. Sektorkernen afrundes med en tang. Fjern imprægneringsforbindelsen fra enden af kernen med en klud gennemvædet i benzin, dæk den med flusmiddel eller loddefedt og tin. En spids sættes på kernen, i den nederste ende af hvilken en bandage af to eller tre lag asbest påføres.
Spidsen opvarmes med en flamme fra en propan-iltbrænder eller med en loddekolbe og der hældes forsmeltet POSSu 40-0,5 lodde i, så det sikres, at loddet trænger ind mellem kernens ledninger. Umiddelbart efter det, med en klud, smurt med loddesalve, kør af og udglat pletterne af loddemetal på overfladen af spidsen. asbestbandagen fjernes og isolering påføres i stedet.
Lodning af aluminium til kobber
Forbindelsen af aluminiumsledere 16-240 mm2 med kobberledere udføres på samme måde som lodning af to aluminiumsledere.
Aluminiumslederen er forberedt til lodning med et trinskær eller affasning i en vinkel på 55 grader i forhold til vandret. Kobberkernen forberedes på samme måde som ved lodning af kobberkerner.
Enderne af aluminiumslederne skal først fortinnes med A-lodde, og derefter med POSSu-lodde, og enderne af kobberledere og kobberforbindelsesmuffer - med POSSu-lodde.
Afslutning af aluminiumsledere med kobbersko
Afslutningen af aluminiumsledere med kobbersko udføres på samme måde som afslutningen af aluminiumssko. Kobberspidsen er præliminært fortinnet med POSSu 40-0,5 lodning.
Afslutning udføres også med forberedelsen af enden af aluminiumkernen med en skråning i en vinkel på 55 grader. I dette tilfælde indsættes enden af den forberedte aluminiumskerne i spidsmuffen med en skråning mod dens kontaktdel, således at kernen er forsænket i spidsmuffen med 2 mm. Mellemrummene forsegles ved direkte tilbagestrømning af TsO-12-loddemetal på kernens affasede overflade. Oxidfilmen fra enden af kernen fjernes med en skraber under loddelaget.