Twist փորվածքները ամենատարբեր և, համապատասխանաբար, սիրված գործիքներից են, որոնք օգտագործվում են տարբեր նյութերի անցքեր ստեղծելու համար: Պտտման վարժությունները կարգավորվում են ԳՕՍՏ 10902-77 և ԳՕՍՏ 10903-77: Ելնելով այս կարգավորող փաստաթղթերի դրույթներից, ինչպես նաև այն անցքի պարամետրերից, որոնք ցանկանում եք ստեղծել, բավականին հեշտ է ընտրել ճիշտ գործիքը:
Դիզայնի առանձնահատկությունները և հիմնական բնութագրերը
Պտտվող փորվածքների դիզայնը, որոնք հաճախ անվանում են պտտվող փորվածքներ, բաղկացած է հետևյալ տարրերից:
Աշխատանքային մասըԱշխատանքային մասն ունի երկու ակոս, որոնք տեղակայված են պարույր գծի երկայնքով: Նրանք միաժամանակ կատարում են մի քանի գործառույթներ. Նրանք կազմում են կտրող մասը, հեռացնում վերամշակման տարածքում ստեղծված չիպսերը և ապահովում հորատման տարածքի հովացուցիչ նյութի մատակարարում:
ShankԱյս կառուցվածքային տարրով գործիքը ամրագրվում է օգտագործված սարքավորումների ճարմանդում: Կտրուկը կարելի է պատրաստել հատուկ ոտնաթաթով, որը հեշտացնում է գործիքը կոնաձև վարդակից կամ վարորդից, որը մասնակցում է խցիկի մոմենտի փոխանցմանը:
ՊարանոցԱյս տեխնոլոգիական տարրը պատասխանատու է արտադրանքի համար, երբ օգտագործվում է գործիքների հղկման համար:

Գլանաձեւ կամ կոնաձեւ խրոցով պարուրաձեւ փորվածի աշխատանքային մասը բաղկացած է մի քանիսից կառուցվածքային տարրեր.Ստուգաչափման մաս
Այս տարրը նման է նեղ շերտի, որը շարունակում է ակոսը աշխատանքային մասի վրա: Ուղղորդող այս մասն ունի մեկ այլ ընդհանուր անվանում ՝ «ժապավեն»:
Կտրող մասԱյս մասը հինգ է կտրող եզրեր 2 հիմնական, 2 օժանդակ, որոնք տեղակայված են պարույրի առանցքի երկայնքով պարույրի մեջ և 1 լայնակի, որոնք գտնվում են գործիքի վերջում և ունեն կոնաձև: Բոլորն առաջանում են ակոսային մակերեսների խաչմերուկների շնորհիվ: Այսպիսով, հիմնական կտրող եզրերը գործիքային ակոսի առջևի մակերևույթի խաչմերուկն են հետևի հետ, օժանդակ - ակոսի առջևի մակերեսը տրամաչափման մասի մակերևույթով, լայնակի - ժապավենների հետևի մակերեսների խաչմերուկ:

Պտտվող վարժությունների բարձր ժողովրդականությունը կապված է հետևյալ առավելությունների հետ:
- Գործիքներ այս տեսակիառանձնանում են կտրող մասի վերամշակման մեծ մարժայով:
- Գլանաձև կամ կոնաձև պտտաձողով պտտվող փորվածքներն առանձնանում են հորատման գործընթացում իրենց դիրքի լավագույն կայունությամբ:
- Դրանց նախագծման առանձնահատկություններից ելնելով `նման գործիքները ապահովում են չիպսերի ժամանակին հեռացումը վերամշակման տարածքից:
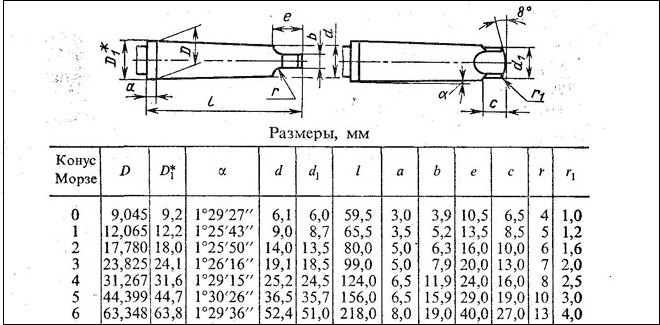
Գլանաձեւ և կոնաձև շղթաներով պարուրաձեւ փորվածքների հիմնական պարամետրերը, որոնց պահանջները ամրագրված են ԳՕՍՏ 10902-ով և ԳՕՍՏ 10903-77-ով, բերված են աղյուսակում:

Բոլոր վերը նշված պարամետրերի արժեքները որոշվում են այն առաջադրանքներով, որոնց լուծման համար նախատեսվում է օգտագործել գործիքը:
Twist փորվածքներն օգտագործվում են ոչ միայն մետաղի վերամշակման, այլ նաև այլ նյութերում, ինչպիսիք են բետոնը և փայտը, անցքեր ստեղծելու համար: Կան նաեւ գործիքներ համընդհանուր նպատակ... Վերամշակման համար օգտագործվող փորվածքներ տարբեր նյութեր, միմյանցից տարբերվում են ինչպես ձևով և դիզայնով, այնպես էլ համապատասխան ԳՕՍՏ-ներում տրված իրենց երկրաչափական պարամետրերով:
Կախված դանակի մեջ սեղմված մասի կազմաձեւից ՝ առանձնանում են փորվածքները.
- գլանաձեւ սրունքով;
- կոնաձեւ սրունքով:
ԳՕՍՏ 10903-77-ի կողմից նշված, ինչպես նշված է ԳՕՍՏ 10903-77-ով, կոնաձև շղթաներով պտտվող փորվածքները ամրագրելու համար, վայրէջքի անցքերորում դրանք պատրաստվում են ըստ «Մորսի կոն» տեսակի: Այս տեսակի ԳՕՍՏ-ի համապատասխան գործիքները կարող են օգտագործվել ցանկացած սարքավորում վերազինելու համար:
Գլանաձեւ կոճղերով փորվածքներ
Գլանաձեւ կոճղով պարուրաձեւ փորվածքները, կարգավորող փաստաթղթի պահանջներին համապատասխան, կարող են արտադրվել մի քանի շարքերով `կարճ, միջին և երկար: Օգտագործելով վարժությունների համար համապատասխան ԳՕՍՏ-ը, հնարավոր է ընտրել որոշակի տեխնոլոգիական խնդիրների լուծման օպտիմալ գործիք:
Գլանաձեւ պտտման փորվածքները, ըստ ԳՕՍՏ-ի, պատրաստվում են առանց կենտրոնացման անցքով կամ առանց դրա: Միջին և երկար շարքերի գործիքները, համաձայն ԳՕՍՏ-ի, կարող են ունենալ դիզայնի պարանոց, որը հեշտացնում է դրանց աղացումը: Նման տարրի չափի համար հատուկ պահանջներ չկան:
Դուք կարող եք ծանոթանալ գլանաձեւ խճճվածքով պտտվող փորվածքների ԳՕՍՏ-ի պահանջներին ՝ ներբեռնելով pdf փաստաթուղթը ստորև նշված հղումից:

Կարճ շարքին պատկանող և 0,5-ից 40 մմ տրամագիծ ունեցող ձախ և աջ պարուրաձեւ գործիքները արտադրվում են ԳՕՍՏ 4010-77-ի համաձայն: Միջին շարքի աջ և ձախ գլանաձեւ փորվածքների արտադրությունը, որի տրամագիծը 0,25-20 մմ սահմաններում է, կարգավորվում է ԳՕՍՏ 10902-77-ով: Երկար շարքի ոլորման փորվածքները մատչելի են 1–31,5 մմ տրամագծով: Նորմատիվ փաստաթուղթը, որը սահմանում է այս շարքի արտադրանքի պահանջները, ԳՕՍՏ 886-77 է:
Գլանաձեւ կոճղով երկար շարքի փորվածքներն արտադրվում են հիմնականում պարույրի ճիշտ ուղղությամբ: ԳՕՍՏ-ը թույլ է տալիս արտադրել այս շարքի և այլ ապրանքների արտադրանք դիզայնհաճախորդի հետ համաձայնությամբ: Կլոր կլոր պարուրաձեւ բոլոր գործիքների երկարությունները ներկայացված են ստորև բերված աղյուսակում:
Վերոհիշյալ բոլոր շարքերի ոլորուն փորվածքների արտադրության տեխնիկական պահանջները սահմանված են ԳՕՍՏ 2034-80-ով: Սույն կարգավորող փաստաթղթի դրույթների համաձայն, այս շարքի արտադրանքները, որոնք օգտագործվում են կեղտոտ և մոխրագույն չուգունից, ածխածնից (կառուցվածքային և գործիքային) և խառնուրդային պողպատներից, ինչպես նաև սովորական մշակման և ավտոմատացված կառուցվածքային պողպատից կտորներ հորատելու համար: գերարագ պողպատի համաձուլվածքներից: Այս շարքի գործիքները կարող են պատկանել ճշգրտության երեք դասերից մեկին.
- A1 (ավելացված);
- B1 և B (նորմալ):
ԳՕՍՏ-ն ընդունում է, որ այս շարքի վարժանքները կարող են պատրաստվել ոչ թե գերարագ պողպատից, այլ 9XC խառնուրդով պողպատե խառնուրդից, մինչդեռ դրանց կապանքները կարող են պատրաստվել 45 կամ 40X պողպատից: Իրենց դիզայնով նման փորվածքները կարող են լինել կամ ամուր կամ եռակցված: Հոդերի վրա զոդում օգտագործելիս բացառվում է թերի տարածքների, դատարկությունների և օղակների ճաքերի առկայությունը:
Taper shank վարժանքներ
Industryամանակակից արդյունաբերությունը արտադրում է տարբեր տեսակի փորվածքներ, որոնց կոճը կոնաձեւ է: Ըստ այդմ, նման գործիքների պահանջները կարգավորվում են տարբեր ԳՕՍՏ-ների կողմից: Համախմբում տարբեր տեսակներվարժությունները թույլ են տալիս օպտիմալ կերպով ընտրել դրանք որոշակի տեխնոլոգիական խնդիրներ լուծելու համար: Կարգավորող փաստաթղթեր, որի պահանջներին համապատասխան, արտադրվում են կոնաձև պտույտներով պարուրաձեւ գործիքներ ՝
- ԳՕՍՏ 10903-77 (նորմալ երկարության արտադրանքի համար);
- ԳՕՍՏ 12121-77 (երկար շարքերի համար);
- ԳՕՍՏ 2092-77 (ընդլայնված շարքի համար);
- ԳՕՍՏ 22736-77 (կարբիդային ափսեներով ապրանքների համար):

Դուք կարող եք ծանոթանալ կոնաձև փնջով պտտվող վարժությունների ԳՕՍՏ-ի պահանջներին ՝ ներբեռնելով pdf փաստաթուղթը ստորև նշված հղումից:Կախված սեղմիչի կազմաձեւից
Նորմալ երկարության պտտվող փորվածքները, որոնք ենթակա են ԳՕՍՏ 10903-77-ի պահանջներին, կարող են արտադրվել 5-80 մմ տրամագծերի սահմաններում: Նման փորվածքների խարիսխները, կախված վերջինիս տրամագծից, ունեն նորմալ կամ ուժեղացված դիզայն: Ամրապնդված սրունքով պատրաստվում են 12-ից 76 մմ տրամագծով պտտվող փորվածքներ: Նրանց կոնաձև նստատեղի մասը համապատասխանում է Մորսի ստանդարտին `1-ից 6:
Երկար փորվածքների տրամագիծը, ըստ ԳՕՍՏ-ի, կարող է լինել 5-20 մմ-ի սահմաններում, մինչդեռ նրանց օգնությամբ կատարված վերամշակումն իրականացվում է ցնցուղային թփերի միջոցով: Նման փորվածքների խարիսխը պատրաստվում է Մորսի ստանդարտի համաձայն `1-ից 4-ը: Երկարատև փորվածքների և սովորական երկարության գործիքների պարույր մասն ունի աջ ուղղությամբ, սակայն արտադրողի հետ համաձայնությամբ այն կարող է նաև արտադրվել ձախով. ձեռքի ուղղություն:
Լրացուցիչ երկար կոնաձև խրամատները հասանելի են 6–30 մմ տրամագծով: Այս վարժանքների կոնային կոճը պետք է լինի Մորզ 1-ից 3-ը:
Մետաղական ձողի վրա, որի վրա զոդված են VK տիպի կարբիդային թիթեղներ, դրանք կարող են արտադրվել 10-ից 30 մմ տրամագծով `կրճատված և նորմալ տարբերակներով:
Պարուրաձև խաչմերուկի գործիքների բոլոր շարքերի երկարությունները ներկայացված են ստորև բերված աղյուսակում:

Նման փորվածքների հիմնական մասի արտադրության նյութերն են գերարագ պողպատը, 9XC դասարանի պողպատե խառնուրդը կամ այլ դասարանների պողպատ, որոնք չպետք է պարունակեն կոբալտ, և վոլֆրամի քանակը չպետք է գերազանցի 6% -ը:
Հորատումը անցքեր կատարելու սովորական մեթոդներից մեկն է: Ելնելով այն բանից, թե ինչ չափի պետք է դրանք ձեռք բերել, և որ նյութում են պատրաստվում, ընտրեք գործիք: Պտտման փորվածքը առավել բազմակողմանի և պահանջված է:
1
Պտտվող փորվածքը (կամ, այլ կերպ ասած, պտուտակ) կառուցվածքային առումով գլանաձեւ ձող է, որը բաղկացած է տարրերից.
- Աշխատանքային մասը հագեցած է պարուրաձեւ երկու պարուրաձեւ ակոսով, որոնք կազմում են կտրող տարրեր և նախատեսված են չիպսերի արդյունավետ հեռացման, ինչպես նաև հորատման գոտի քսայուղի մատակարարման համար:
- Shank - նախատեսված է հորատումը անվտանգ անցկացնելու համար ձեռքի գործիքկամ մեքենայի վրա: Այն կարող է ունենալ ոտնաթաթ, փորվածքը կոնաձև ձևի վարդակից կամ շարժիչից, որը փոխանցում է ոլորող մոմենտը սարքավորումների խրոցից:
- Արգանդի վզիկ - ապահովում է ելք հղկող անիվաշխատանքային մասը հղկելու գործընթացում:
Աշխատանքային մասը բաղկացած է.
- Gրաչափի (ուղեցույցի) մասը նեղ ժապավեն է, որը շարունակում է ակոսի մակերեսը հորատման հատվածի շրջագծի վրա: Այն կոչվում է նաև ժապավեն:
- Կտրող մաս - ներառում է երկու հիմնական և երկու օժանդակ, որոնք տեղակայված են փորվածի երկայնքով պարույրով, ինչպես նաև մեկ լայնակի (փորվածի վերջում կոնաձեւ) կտրող եզրեր: Դրանք բոլորը ձևավորվում են ակոսային մակերևույթների խաչմերուկով. Հիմնականներն առջևի են հետևի մասերով, օժանդակներն առջևի են ՝ ժապավենի մակերեսով, լայնակի ակոս ՝ երկուսն էլ հետևի:
Մինչ օրս հայտնի բոլոր վարժանքներից պարուրաձեւ նմուշներն ամենաշատն են գտել լայն կիրառությունհետևյալ առավելությունների պատճառով.
- վերամշակման համար մեծ ֆոնդ;
- լավ ուղղություն փոսում;
- գերազանց չիպի տարհանում:
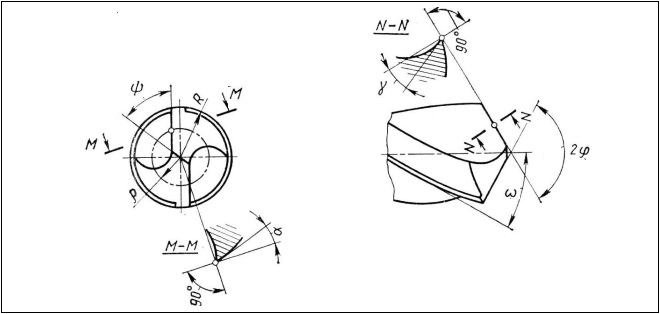
Պտտման հորատման հիմնական երկրաչափական պարամետրերը.
- գագաթի ծայրում գտնվող անկյունը նշվում է 2φ;
- ակոսի թեքության անկյունը ω;
- փոցխի անկյուն γ
- հետեւի անկյուն α;
- վերջի լայնակի եզրի թեքության անկյունը ψ.
Այս պարամետրերի արժեքները կախված են հորատման տեսակից, տեսակից և նպատակից:

Մետաղի ոլորման փորվածքները տարբերվում են նաև այլ պտուտակային փորվածքներից (բետոնի, փայտի, ունիվերսալի և այլնի համար) իրենց կառուցվածքային տարրերի չափերով, ձևով և երկարությամբ: Ըստ սրունքի ձևի, դրանք են.
- գլանաձեւ սրունքով;
- կոնաձեւով:
Վերջինը մեքենայի վրա տեղադրելու համար օգտագործեք ունիվերսալ հատուկ ադապտերային թևեր `Մորսի կոներ:Մետաղական գործիքների ամենատարածված տեսակների համար կարճ նկարագրությունները տրված են ստորև:
2
Գլանաձեւ կոճղով պտտվող փորվածքներն արտադրվում են կարճ, միջին և երկար շարքերով `համապատասխան ստանդարտներին համապատասխան: Այս բազմազանությունն ապահովում է օպտիմալ ընտրություն ճիշտ գործիքյուրաքանչյուր կոնկրետ առաջադրանք կատարելու համար:
Բոլոր փորվածքների համար կենտրոնական անցքերը կատարվում են ԳՕՍՏ 14034-ի համաձայն: Թույլատրվում է գործիք արտադրել առանց անցքերի կենտրոնացման: Միջին և երկար շարքերի արտադրանքները կարող են արտադրվել պարանոցով կամ առանց դրանց ստանդարտների համաձայն: Դրա չափը չի կարգավորվում:
ԳՕՍՏ 4010-77-ը տարածվում է ձախ և աջ կարճ սերիայի վարժանքների վրա `0.5-40 մմ տրամագծով: Այս ստանդարտի համաձայն, կախված արտադրված փորվածքի տրամագծից, երկարությունը (մմ) է.
- ամբողջ գործիքի ընդհանուր քանակը 20-200 է;
- աշխատանքային մաս - 3–100:

ԳՕՍՏ 10902-77-ը տարածվում է միջին շարքի ձախ և աջ փորվածքների վրա `0,25-20 մմ տրամագծով: Երկարությունը (մմ):
- ամբողջ գործիքի ընդհանուր քանակը 19–205 է;
- աշխատանքային մաս - 3–140:
ԳՕՍՏ 886-77-ը վերաբերում է 1-31,5 մմ տրամագծով երկար շարքերի վարժություններին: Երկարությունը (մմ):
- ամբողջ գործիքի ընդհանուր քանակը 56–316 է;
- աշխատանքային մաս - 33–207:
Այս ապրանքների համար պարույրի ուղղությունը ճիշտ է: Ձախերը արտադրվում են հաճախորդի հետ համաձայնեցված:
Այս ամբողջ գործիքի համար տեխնիկական պահանջներարտադրության համար կարգավորվում են ԳՕՍՏ 2034-80-ով: Համաձայն այս փաստաթղթի, այդ փորվածքները պատրաստված են գերարագ պողպատից և նախատեսված են ծակոտկեն և մոխրագույն չուգունների, խառնուրդային և ածխածնային կառուցվածքային և կառուցվածքային պողպատերի բարձր և բարձր մշակելիության փոսեր փորելու համար: Այս գործիքը արտադրվում է ճշգրտության 3 դասերում `արտադրված տարբեր տեսակներև, համապատասխանաբար, ըստ տարբեր ստանդարտների: Սա թույլ է տալիս Ձեզ օպտիմալ կերպով ընտրել հենց այն գործիքը, որը լավագույնս համապատասխանում է որոշակի տեսակի աշխատանքի: Գոյություն ունեն հետևյալ ԳՕՍՏ-ները.
- 10903-77 - նորմալ երկարության փորվածքների համար;
- 12121-77 - երկար;
- 2092-77 - երկարաձգված;
- 22736-77 - կարբիդային ներդիրներով:
Այս բոլոր գործիքները կարող են արտադրվել պարանոցով կամ առանց դրանց `իրենց ստանդարտներին համապատասխան: Դրա չափը չի կարգավորվում:
ԳՕՍՏ 10903-ը վերաբերում է 5-80 մմ տրամագծով նորմալ երկարության վարժանքներին, որոնք արտադրվում են երկու տարբերակով `նորմալ և ամրացված կոճղով: Ըստ ԳՕՍՏ 10903-ի, կախված արտադրված փորվածքի տրամագծից `նորմալ կոճղով, երկարությունը (մմ) է.
- ամբողջ գործիքի ընդհանուր քանակը 133–514 է.
- աշխատանքային մաս - 52–260:

ԳՕՍՏ 10903 ամրացված ամրացմամբ փորվածքներն արտադրվում են 12–76 մմ տրամագծով: Նրանց աշխատանքային մասի երկարությունը նույնն է, ինչ նորմալ սրունքով: Երկարությունները հետեւյալն են (մմ):
- ընդամենը - 199-514;
- աշխատանքային մաս - 101–260:
Morse- ի կոնների չափերը, որոնք օգտագործվում են մեքենայի խցանում ամրացնելու համար, 1-ից 6-ն են:
ԳՕՍՏ 12121-ը տարածվում է 5-50 մմ տրամագծով երկար փորվածքների վրա, որոնք նախատեսված են հատուկ խարիսխների միջոցով: Երկարությունը (մմ):
- ամբողջ գործիքի ընդհանուր քանակը 155–470 է;
- աշխատանքային մաս - 74-321:

Morse- ի կոնների չափերը, որոնք օգտագործվում են մեքենայի խցանում ամրացնելու համար, 1-ից 4-ն են: Այս երկու ստանդարտների գործիքը աջ պարույրի ուղղություն ունի: Ձախերը պատրաստվում են հաճախորդի հետ համաձայնեցված:
ԳՕՍՏ 2092-ը վերաբերում է 6-30 մմ տրամագծով երկարացված փորվածքներին: Երկարությունը (մմ):
Այս գործիքի համար արտադրության տեխնիկական պահանջները կարգավորվում են ԳՕՍՏ 5756-81-ով: Դրան համապատասխան, այդ վարժությունները նախատեսված են չուգունի տարբեր մասերի հորատման համար: Դասերը պետք է արտադրվեն.
- ավելացված ճշգրտություն - A;
- նորմալ - Վ.
Որպես կտրող սարքավորում պետք է օգտագործել VK տիպի կարբիդային ներդիրներ: Արտադրանքի մարմինները պատրաստված են 9XC կամ խառնուրդից: Վոլֆրամի պարունակությամբ մինչև 6% թույլատրվում է արտադրել այլ ապրանքանիշերի պատյաններ: Պողպատե համաձուլվածքներ պարունակող կոբալտ չպետք է օգտագործվի:

6 մմ և ավելի տրամագծով աշխատանքային մասով գործիք, որի մարմինը պատրաստված է գերարագ խառնուրդից, պետք է արտադրվի եռակցված: Եռակցված արտադրանքի ճարմանդները պետք է պատրաստվեն պողպատից 45 կամ 40X: Եռակցման գոտում չի թույլատրվում `ներթափանցման բացակայություն, մակերեսային խոռոչներ և օղակների ճաքեր:
Գայլիկոններն առանձնանում են մի շարք բնութագրերով ՝ արտադրության նյութ, եղանակ, կտրող ծայրի տեսակը, նպատակը և այլն: Կոնքի խոռոչի փորվածքն արագ և արդյունավետորեն լուծում է գործիքի կենտրոնացման խնդիրը:
 Կոնային շաղափի հորատման նկարագրություն
Կոնային շաղափի հորատման նկարագրություն
Ապրանքը նախատեսված է նույն խնդիրները կատարելու համար, ինչպես գլանաձև կոճղը, և պարունակում է նույն տարրերը:
- Աշխատանքային մասը բաղկացած է կտրող մասից, որը կազմված է երկու հիմնական և լայնակի եզրերից, և ուղեցույցից `օժանդակ կտրող եզրերից:
- Կախոցը, ըստ էության, հորատման ամրակն է: Այն ունի կոնաձև ձև, պատրաստվում է վարդակի տեսքով և անհրաժեշտության դեպքում հեշտությամբ կարելի է հանել և փոխարինել:
Այս հորատման ձևը մշակվել է հիմնականում արդյունաբերական ծրագրերի համար.
Կոնների վարժությունների մի քանի տարբերակ կա.
- թաթերով- այն ամրացվում է spindle- ում `թաթերի խցանման պատճառով, դա թույլ չի տալիս շատ թեթև նյութը շրջվել հորատման ժամանակ;
- թելերով- ամրացված գավազանով: Ամրակիչները համարվում են առավել հուսալի և երաշխավորում են, որ գործիքը չի թափվում:
- առանց ոտքերի ու թելերի- նախատեսված է հետ աշխատելու համար թեթև մետաղկամ ոչ մետաղական նյութեր ՝ պլաստմասե, էբոնիտ, պլեքսիգլաս:
Առկա են մի շարք հատուկ կոնաձև փորվածքներ, որոնք ունեն անցքեր կամ ակոսներ կտրող քսայուղերի մատակարարման համար:
Առօրյա կյանքում կոնաձև վարժանքները սկսեցին օգտագործվել կենտրոնացման հեշտության շնորհիվ: Բավական անցքերով մեծ տրամագիծ- ավելի քան 10 մմ, նախ պետք է ավելի փոքր անցք բացեք, իսկ երկրորդ փուլում օգտագործեք փորվածք պահանջվող տրամագիծը... Կոնաձև սրունքով գործիքը նման հնարքների կարիք չունի:
Տեխնիկական պայմաններ
- Արտադրական նյութ- Օգտագործված են խառնուրդ և ածխածնային պողպատ 9XC, ինչպես նաև P9 և P18: Վերջիններս պատկանում են գերարագ պողպատերի կատեգորիային և նշանակված են որպես HSS: Նման խառնուրդը տաքացնելիս պահպանում է իր կարծրությունը, և, քանի որ հորատումն ուղեկցվում է և՛ նյութի, և՛ գործիքի ուժեղ տաքացումով, գերարագ պողպատի օգտագործումը միանգամայն արդարացված է:
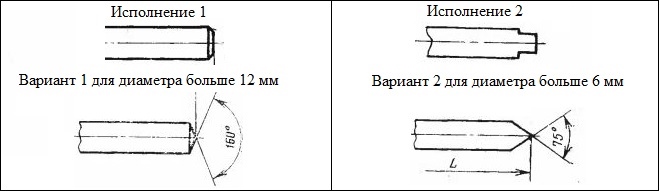
- Սրվելու անկյունը- հիմնական կտրող եզրերի անկյունների չափը և լայնակը որոշում են հորատման կիրառման դաշտը Պլեքսիգլասի և պլաստմասսայի այլ տեսակների համար պահանջվում է գործիք `60-90 աստիճանի գագաթնակետով: Բարակ թիթեղներով աշխատելիս առաջարկվում է 60 աստիճանի անկյուն, 90 աստիճան `20 մմ կամ ավելի հաստությամբ նյութ հորատելիս:
Սուրացման փոքր անկյունը բարելավում է ջերմության տարածման աշխատանքը, և այդ ժամանակից ի վեր ակրիլային ապակիջեռուցվելիս դեֆորմացվում է, ապա հորատման այս հատկությունը շատ կարևոր է նրա համար: Այնուամենայնիվ, այս սրացումը ազդում է գործիքի ուժի վրա, և, հետևաբար, օգտագործվում է միայն ոչ պինդ նյութերի հետ աշխատելիս:
- Մաքրման անկյունը պետք է լինի առնվազն 15 աստիճան: Այս սրացման միջոցով հորատման հետևի մակերեսը քերծում է նյութը, այլ ոչ թե կտրում, ինչը նվազեցնում է պլեքսիգլասի դեֆորմացիան:
- Հուշում - սովորական դեպքում այն բաղկացած է երկու կտրող եզրերից `118-135 աստիճանի կոնվերգենցիայի անկյունով: Արտադրվում են փորվածքներ, որոնցում եզրերից այն կողմ հանվում է լրացուցիչ ճարմանդ ՝ կրկնակի սրացում: Այս տարբերակը նվազեցնում է շփումը: Մեկ այլ բարելավում `երկու փուլով հուշում է ճշգրիտ կենտրոնացման համար. Այս փորվածքը նախատեսված է կոշտ նյութերի համար:
Տրամագիծը, կոնի երկարությունը և սրունքի խաչմերուկը կարգավորվում են ԳՕՍՏ 10903-77-ով:
Դիմում
Հորատման ժամանակ օգտագործվում են կոնաձեւ փորվածքներ թերթի նյութ տարբեր աստիճաններուժ և կարծրություն, բայց ոչ փխրուն: Դրանք ներառում են.
- մետաղներ և համաձուլվածքներ- պողպատ, չուգուն, բրոնզ, ալյումին, դյուրալյումին և այլն;
- ոչ մետաղական նյութեր-, պլաստմասսա, փայտ, մանրաթելային տախտակներ:
Հրակայուն համաձուլվածքների հորատման ժամանակ օգտագործվում է կարբիդային թիթեղներով ամրացված գործիք: Մածուցիկ պլաստմասսայի մշակման համար օգտագործեք հատուկ սրիչով և փայլեցված փորվածքներ:
Սորտեր
Կոնքի խարիսխը կամ Մորսի կոնքը հասանելի է մի քանի տարբերակով:
- Գործիքային- ամենատարածվածը, քանի որ դրանք նախատեսված են մեքենայի վրա աշխատելիս արագ ավտոմատ փոփոխության համար: Ապրանքի պարամետրերը կարգավորվում են ԳՕՍՏ-ի կողմից:
- Կրճատվածե - փորվածքի պոչի մասը կրճատվում է կոնի խտացված մասի պատճառով: Նշված է հետևյալ կերպ. B7 - կրճատված է մինչև 14 մմ, B10` մինչև 18, իսկ B24- ին ՝ կրճատված 55 մմ: Այս տարբերակը օգտագործվում է այն դեպքում, երբ փոսը պահանջում է որոշակի տրամագիծ, բայց մակերեսային խորություն:
- Երկարաձգված- օգտագործվում է հորատման համար խորը անցքերմի քանի փուլով:
- Մետրային- սրունքներ, որոնցում աշխատանքային մասի հարաբերակցությունը 1:20 է, իսկ անկյունը 1 աստիճանից ավելին է:
Լուսանկարը ցույց է տալիս փորված պոչով վարժանքների տեսակները
Հորատման նպատակը որոշվում է սրման միջոցով. Գագաթնակետի անկյուն, մաքրման անկյուն և այլն: հատուկ մեքենաներկամ ձեռքով
Կոնական ԳՕՍՏ
ԳՕՍՏ 10903-77-ը կարգավորում է գործիք `կոնաձև սրունքով` Մորսի կոնաձևով և պարանոցով տարբերակով:
- Ապրանքի հնարավոր տրամագիծը- 5-10 մմ:
- Կոնի երկարությունները- 58–85 մմ:
- Պոչի հատված- 6-12 մմ:
Երկարաձգված
Երկարաձգված պոչի հատվածով փորվածքները կարգավորվում են ԳՕՍՏ 2092-77-ով: Դրանք օգտագործվում են խորը անցքերի արտադրության մեջ:
Տրամագծի չափը տատանվում է 6-ից 30 մմ: Պոչի հատվածի երկարությունը 145–275 մմ է:
Ապրանքները արտադրվում են ճշգրտության երկու դասերում.
- A1 և A- ավելացված ճշգրտությամբ.
- B1 և B- նորմալ ճշգրտությամբ:
Կոնական աստիճան
Կոնն այս դեպքում նման է բուրգի, որտեղ յուրաքանչյուր «քայլ» պատասխանատու է որոշակի տրամագծի անցք կազմելու համար: Այս դիզայնը թույլ է տալիս տարբեր չափերի անցքեր բացել ՝ առանց գործիքները փոխելու: Իր նշագրման մեջ միանգամից նշվում են մի շարք արժեքներ:
Նույն հատկությունը թույլ է տալիս ճեղքել նույն փորվածքով, որը առաջացրել է անցքը: Հորատման արագությունը համեմատաբար ցածր է ՝ մինչև 1000 պտ / րոպե, ինչը գործիքը շատ հարմար է դարձնում պլեքսիգլասի հետ աշխատելու համար:
Կենտրոնացումը խնդիրներից զերծ է կոնային ձևի պատճառով, բայց սխալ դասավորության նկատմամբ զգայունությունն ավելի բարձր է, քան գործիքային տարբերակը:
Նրանք օգտագործում են գործիքներ պողպատի, ալյումինի, դիուրալյումինի և ոչ մետաղական նյութերի մշակման համար ՝ պլաստմասսա, պլեքսիգլաս, էբոնիտ:
Կոբալտի կոն կոնքը
Ուժեղության հատկությունները և ջերմության տարածումը բարելավելու համար արտադրանքը ենթակա է լրացուցիչ վերամշակման:
- HSS-G - անցնել լրացուցիչ հղկում;
- HSS-Co - պողպատը պարունակում է կոբալտ, այս դասի փորվածքները նախատեսված են ծանր ջերմաստիճանի պայմաններում աշխատելու համար;
- HSS-R - գլանվածքային արտադրանք;
- HSS-Tin - գործիքը մշակվում է տիտանի նիտրիդով, ծածկույթը նվազեցնում է շփումը, և, հետեւաբար, գործիքի և նյութի տաքացումը:
Դուք կարող եք պատմել, թե ինչպես են վարժությունները մշակվել իրենց գույնով. Պայծառ ոսկու գույնը ցույց է տալիս տիտանի նիտրիդի նստեցում, օգտագործվել է սև ջերմային բուժում և այլն:
Օգուտները
 Մեկ անցքով, կոնաձուլված փորվածքը կատարում է մի քանի գործողություններ, այդպիսով նվազեցնելով ինչպես աշխատանքային կյանքը, այնպես էլ պլեքսիգլասի ազդեցության ժամանակը.
Մեկ անցքով, կոնաձուլված փորվածքը կատարում է մի քանի գործողություններ, այդպիսով նվազեցնելով ինչպես աշխատանքային կյանքը, այնպես էլ պլեքսիգլասի ազդեցության ժամանակը.
- կենտրոնացում- սրունքի կոնաձև ձևը ճշգրիտ կենտրոնացում է ապահովում առանց լրացուցիչ սարքերի:
- անցքերի փուլային հորատումտարբեր տրամագծերով, գործիքի ծայրը թույլ չի տալիս հորատումը սահել:
- անսարքություն, և աստիճանավոր փորվածք օգտագործելիս ՝ նաև ճեղքվածք:
Եզրակացություն
Կոնային վարժանքներն իրենց տեղում արդյունավետ և ծախսարդյունավետ են: Պլեքսիգլասը մշակելիս ափսեներով ամրացված գործիքի կարիք չկա, բայց տիտանի նիտրիդային ծածկույթով հորատիչը նվազեցնում է շփումը, և, հետևաբար, դեֆորմացման վտանգը: Սրացումը հավասարապես կարևոր է. Մածուցիկ նյութի հետ աշխատելը պահանջում է լավ սրված, աղացած գործիք:
Տեսանյութը ցույց է տալիս բշտիկավոր շաղափի օգտագործման մի բեկոր.
Մետաղի համար կոնային հորատման կտորները շատ դեպքերում նախընտրելի են, քանի որ դրանք չեն բթացվի և չի կոտրվի, ի տարբերություն ստանդարտ հորատման սարքերի, որոնք առավել կիրառելի են փայտի համար: Ինչպե՞ս է այդպիսի տոկունությունը ձեռք բերվում:
1 Ինչու է հորատումը կոչվում կոնաձև:
Գայլիկոններն են կտրող գործիքներ, որոնք փոս են կազմում շփման կետում նյութի թարգմանական-ռոտացիոն գործողության շնորհիվ: Դրանք հաճախ օգտագործվում են նաև ավարտված անցքերը վերափոխելու կամ լայնացնելու համար: Բացի այդ, դրանք կարող են օգտագործվել կույր խորշեր ձեռք բերելու համար: Կախված պոչի ծայրից, փորվածքները գլանաձեւ են, վեցանկյուն, եռանկյուն և կոն: Եթե դուք բառարան եք նայում, ապա գործիքային կոնքը նշանակում է ոչ այլ ինչ, քան կոնաձև կոճղ, ինչը նշանակում է, որ սա կոնաձև փորված է: Դրա հիմնական հարմարությունը արագ փոփոխությունն է. Անսարքության դեպքում դուք միշտ կարող եք հեշտությամբ և արագ: Կախը ինքնին պատրաստվում է վարդակի տեսքով, որը դրվում է աշխատանքային մասի վրա:
Իրենց ձևով կառուցողական որոշումԿոնային փորվածքները շատ չեն տարբերվում սովորական ստանդարտ փորվածքներից, և դրանք բաղկացած են հետևյալ տարրերից. Կտրող և ուղղորդող մասեր, շնչափող, վարորդ և պարանոց: Հիմնական տարբերությունը կոճի վիճակում է: Այս դեպքում կարծես կոն լինի, ինչի մասին է մեզ պատմում այս սարքերի անունը: Կախված դրա ձևից ՝ դրանք բաժանվում են նույնիսկ ավելի յուրահատուկ տեսակների: Կտրուկը կարող է լինել հետևյալ տեսակների.
- Մորսի կոն;
- մետրային;
- գործիքային;
- երկարաձգված
Մի քանի րոպե տրամադրեք Համառոտ նկարագրությունըայս տեսակի վարդակները, որոնք մենք կկատարենք հենց ներքևում, և հաշվի առնենք նաև այլ դասակարգումներ:
2 կոնաձև հորատիչ մետաղի համար `սորտեր
Կտրուկի գործիքի թեքն ամենատարածվածն է: Այն հեռացվում է հեշտ և արագ, և օգտագործման համար դյուրին է: Շատ հաճախ այն օգտագործվում է CNC մեքենաների կամ մեքենաների համար, որտեղ տեղի են ունենում գործիքների ավտոմատ փոփոխություններ: Այս տեսակի փորվածքների արտադրության համար կան որոշակի նորմեր և ստանդարտներ: Կրճատված ճարմանդային թեքերը ձեռք են բերվում կոնքի հաստ մասը կրճատելու միջոցով: Սովորաբար, գնումներ կատարելիս, դուք կարող եք տեսնել այս սարքերի մակնշումը: Դրանք նշանակված են ՝ B7 (կրճատված ՝ 14 մմ), B10, B12 (կրճատված ՝ 18 և 22 մմ), B16, B18 (կրճատված ՝ 29 և 37 մմ), B22, B24 (կրճատված ՝ 45 և 55 մմ): Կրճատման հետ կապված կոն փորվածքի ապրանքանիշը ընտրվում է կախված աշխատանքից, այսինքն `արված անցքի խորությունից: Կան նաև երկարաձգված կոնաձև կոճղղոցներ:

1 աստիճանից ավելի անկյունով և աշխատանքային վերջի նկատմամբ 1: 20 հարաբերությամբ կոնքի շղթաները սահմանվում են որպես մետրային կտրվածքներ: Իրենց դիզայնով նրանք չեն տարբերվում Մորսի կոներից: Նրանք նույնպես ներս են մտնում տարբեր չափսերև համարներ. No. 80, 100, 120, 160, 200. Ամենից հաճախ Մորսի կոնաձև շղթաներն օգտագործվում են անցքերի հետ աշխատելիս: Դրանք առաջին անգամ առաջարկել է Սթիվեն Մորսը (փորված վարժությունների առաջին գյուտարարը): Դրանք հայտնվել են 1864 թվականին: Գյուտարարն այնուհետև առաջարկել է ութ հիմնական չափս KM0- ից KM7: Մեր արհեստավորները նախընտրում են մետրային կոներ: Դա, հավանաբար, պայմանավորված է նրանով, որ դրանք նկարագրված են ներքին ԳՕՍՏ-ում, համաձայն որի ՝ ձեռնարկությունների տեխնիկական ցուցումների մեծ մասը կազմվում է:

Կոնքի խարիսխները կարող են ներկայացվել տարբեր նմուշներով. Ոտքերով, թելերով կամ առանց ոտքերի և թելերի: Ոտքերով սարքերը կցվում են պտտաձողին այդ ոտքերը սեպով ամրացնելով, սովորաբար, պտտաթևի թևում կա հատուկ ակոս: Ոտքերի նպատակը կոճը կոճից նոկաուտը դյուրացնելն է, ինչպես նաև շրջադարձումը կանխելը: Կցորդներ հետ ներքին թելտեղադրվում են կոճի մեջ `օգտագործելով ցողուն (ձգող գավազան), որը պտուտակված է կոնի վերջում: Threadուցադրված թեփերի օգտագործումը երաշխիք է, որ գործիքը չի ընկնի: Բացի այդ, դրանց օգտագործումը կնպաստի կոնի հեռացմանը, եթե այն շահագործման ընթացքում խցանված է պտուտակի մեջ:
Կան նաեւ հատուկ կոններ, որոնք հագեցած են տարբեր անցքերի կամ ակոսների համակարգով: Դրանք անհրաժեշտ են կտրող քսանյութերը ժամանակին մատակարարելու համար:
3 կոնաձև փորվածք - ժամանակակից ներկայացում
Conամանակակից կոնաձեւ փորվածքները պատրաստվում են երկարակյաց ածխածնային պողպատից կամ խառնուրդային պողպատից: Արտադրողները հաճախ օգտագործում են այդ գործիքների մակերեսի լրացուցիչ ջերմային մշակումը իրենց արտադրության մեջ: Սա նրանց ավելի հուսալի է դարձնում և միևնույն ժամանակ պաշտպանում է կոռոզիայից: Շերտավոր կոճը օգնում է բարձրացնել արտադրողականությունը և բարելավել անցքերի որակը: Այս ձևի (կոնաձև) շնորհիվ փորվածքը հեշտությամբ դուրս է գալիս աշխատանքային կտորից:

Սովորաբար, այդ փորվածքներն օգտագործվում են տարբեր անցքեր առաջացնելու վրա մետաղական մակերես... Դրանք կարող են օգտագործվել նաև այն դեպքում, երբ պլաստմասե, duroplastics- ի կամ թիթեղների պողպատի վրա անցքեր են պահանջվում (կոնաձեւ աստիճանավոր փորվածքը դրանով գերազանց աշխատանք է կատարում): Կտրուկի կամ կոնքի տրամագիծը կարող է տատանվել 6-ից 12 մմ: Իսկ կոնի երկարությունը հնարավոր է 58-ից 85 մմ: Գայլիկոններն ընտրվում են կախված ապագա անցքի տրամագծից և խորությունից:
ԻՆ ՎերջերսԱրհեստավորներն իրենց աշխատանքում ավելի ու ավելի հաճախ օգտագործում են պտտվող փորվածք ՝ կոնաձև կոճղով (ԳՕՍՏ 10903-77): Սովորաբար դրանք փոսեր են առաջացնում տարբեր մանրամասներստացիոնար մեքենաների օգտագործմամբ: Այս փորվածքների չափը կարող է լինել 5-ից 80 մմ: Կոնքի կոճը օգնում է զգալիորեն մեծացնել գլխիկով հորատիչի շփման մակերեսը: Սա իր հերթին օգնում է ոչ միայն բարձրացնել ճշգրտությունը, այլև ամրացնել ամրացման հուսալիությունը:

Այսօր ոլորման վարժությունները կարող են լինել երկար, կոշտ կարբիդ, հատուկ լույսի համաձուլվածքների, դժվար նյութերի մշակման համար և կարող են նաև լրացուցիչ հագեցած լինել կարբիդային ներդիրներով: Այս գործիքների այս տարանջատումը թույլ է տալիս ավելի ճշգրիտ ընտրել դրանք որոշակի տեսակներաշխատանքներ Սա կօգնի բարելավել ոչ միայն հորատման գործընթացը, այլև բարելավել ամբողջ աշխատանքը:
4 Ինչպե՞ս է նման հորատումը իրեն դրսեւորում աշխատանքի մեջ:
Կոնային փորվածքները լավագույնս համապատասխանում են խողովակների անցքերը փորելու համար, պողպատե թիթեղներ, գունավոր մետաղներում: Նրանք հավասարապես հարմար են մետաղի և պլաստիկի մեջ անցքեր ստեղծելու համար: Կոնում փորվածքների օգտագործումը աշխատանքում ապահովում է միանգամից մի քանի գործողությունների կատարում մեկ անցումում: Այսինքն, ընդամենը մեկ անցումով, միանգամից կատարվում է տարբեր տրամագծի անցքերի ապամոնտաժում, կենտրոնացում և փուլ առ փուլ հորատում... Շերտավոր փորվածքներն ունեն հատուկ հուշում `սայթաքելուց կամ սայթաքումից խուսափելու համար, նույնիսկ կոշտ մակերեսների վրա:

Պրոֆեսիոնալներն ու սիրողական արհեստավորները նշում են, որ նման վարժանքների հետ աշխատելը շատ հարմար է: Դրանք օգտագործելիս ձեզ հարկավոր չեն տարբեր լրացուցիչ սարքեր կամ լրացուցիչ կենտրոնացում: Երբ սովորական փոսով փոս է փորվում, շահագործման ընթացքում այն կարող է մի կողմ քաշվել, և փոսը ինքնին հաճախ պարզվում է, որ այն անհարթ է, «պատռված եզրերով», որոնք այնուհետև պետք է ավելի հարթեցվեն: Կոնքի կոճը առանձնանում է նրանով, որ հորատման ընթացքում այն անցնում է հենց այն, և փոսը ոչ միայն հարթ է, այլև հարթ: