De meest veelzijdige en, dienovereenkomstig, populaire gereedschappen die worden gebruikt om gaten in verschillende materialen uit te voeren, zijn de boor van een spiraalvormig type. Regelgevende spiraalvormige boren GOST 10902-77 en GOST 10903-77. Geleid door de bepalingen van deze regelgevende documenten, evenals de openingsparameters die u wilt maken, selecteert u het juiste gereedschap, is vrij eenvoudig.
Kenmerken van het ontwerp en de belangrijkste kenmerken
Het ontwerp van spiraalvormige boren, die vaak schroef wordt genoemd, bestaat uit de volgende elementen.
WerkgedeelteOp het werkgedeelte zijn er twee groeven langs de schroeflijn. Ze voeren verschillende functies tegelijk uit: vormen het snijgedeelte, ze nemen de chips die in de verwerkingszone zijn gemaakt, zorgen voor de toevoer van koelvloeistof aan het boorgebied.
SchachtMet dit structurele element wordt het gereedschap gefixeerd in de cartridge van de gebruikte apparatuur. De schacht kan worden gemaakt met een speciale voet die de verwijdering van het gereedschap van de conische vormcontactdoos, of een leiband deelneemt die deelneemt aan de transmissie van het koppel van de cartridge.
NekDit technologische element is verantwoordelijk voor de uitgang wanneer gebruikt om het gereedschap te slijpen.

Het bedieningsgedeelte van de spiraalvormige boor met een cilindrische of conische schacht is verschillende constructieve elementen.Kalibratiedeel
Dit element ziet eruit als een smalle strook, die de groef op het werkgedeelte voortzet. Dit gidsdeel heeft een andere algemene naam - "lint".
ScheidenDit deel is vijf snijkanten: 2 Main, 2 hulp, die zich op de spiraal bevinden langs de as van de boor, en 1 dwars, bevindt zich aan het einde van het instrument en met een kegelvorm. Allemaal zijn gevormd vanwege de kruispunten van de oppervlakken van de groeven. Dus, de hoofdsnijdende randen zijn de kruising van het vooroppervlak van de groef van het gereedschap met de achterzijde, hulp - het vooroppervlak van de groef met het oppervlak van het kalibratiedeel, transversaal - de kruising van de achteroppervlakken van de linten .

De hoge populariteit van spiraalvormige boren is geassocieerd met de volgende voordelen.
- Instrumenten dit type Ze onderscheiden zich door een grote reserve onder het snijgedeelte.
- Boren spiralen met een cilindrische of conische schacht worden gekenmerkt door de beste stabiliteit van hun positie in het boorproces.
- Vanwege de eigenaardigheden van het ontwerp verschaffen dergelijke hulpmiddelen een tijdige afbraak van chips uit de verwerkingszone.
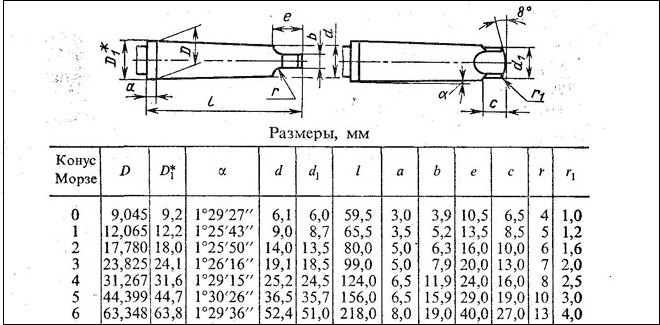
De hoofdparameters van de boorspiralen met cilindrische en conische schachten, de vereisten waarvoor GOST 10902 en GOST 10903-77 in de tabel worden vermeld.

De waarden van alle bovenstaande parameters worden bepaald door de taken waarvoor het gereedschap is gepland om te worden gebruikt.
Spiraalvormige boren worden niet alleen gebruikt voor metaalverwerking, maar ook voor het uitvoeren van gaten in andere materialen, zoals beton en hout. Er zijn ook hulpmiddelen universele bestemming. Boren gebruikt voor verwerking verschillende materialenverschillen van elkaar als een vorm en ontwerp en de geometrische parameters die in de respectieve gosts worden gegeven.
Afhankelijk van de configuratie van het deel ingescholen in de cartridge, zijn de oefeningen geïsoleerd:
- met een cilindrische schacht;
- met een conische schacht.
Om op te lossen op de apparatuur van spiraalvormige boren met conische schachten, aangezien GOST 10903-77 aangeeft, worden universele overgangshulzen gebruikt, gaten planten waarin ze zijn gemaakt volgens het type "CONE MORSE". Relevante GOST-gereedschappen van dit type kunnen worden gebruikt om apparatuur uit te rusten.
Boren met cilindrische schachten
Boren Spiralen met een cilindrische schacht in overeenstemming met de vereisten van het regelgevingsdocument kan in verschillende series worden geproduceerd: kort, medium en lang. Met behulp van de juiste GOST op de boor is het mogelijk om een \u200b\u200btool optimaal te selecteren voor het oplossen van bepaalde technologische taken.
Cilindrische spiraalvormige boren, aldus GOST, worden vervaardigd met een centrerend gat of zonder deze. Instrumenten van de middelste en lange series, in overeenstemming met het GOST, kunnen een nek hebben in hun ontwerp dat hun slijpen vergemakkelijkt. Er zijn geen speciale vereisten voor de grootte van een dergelijk item.
U kunt uzelf vertrouwd maken met de vereisten van GOST voor spiraalboren met een cilindrische schacht, door het document in het PDF-formaat op de onderstaande link te downloaden.

De linker en rechter spiraalinstrumenten die behoren tot de korte serie en met een diameter van 0,5 tot 40 mm zijn vervaardigd volgens GOST 4010-77. Productie van de rechter- en linker cilindrische boren van de middelste reeks, waarvan de diameter in het bereik van 0,25-20 mm ligt, wordt geregeld door GOST 10902-77. Spiraalvormige boren van de lange series worden geproduceerd in het bereik van diameters van 1-31,5 mm. Het regelgevingsdocument waarin de vereisten voor producten van deze serie worden onderhandeld, is GOST 886-77.
Boren met een lange serie cilindrische schacht produceren voornamelijk met de juiste richting van de helix. GOST maakt het mogelijk met de productie van producten van deze serie en in een andere constructief ontwerp Bij overeenkomst met de klant. De lengte van spiraalvormige gereedschappen met een cilindrische schacht van alle series wordt aangegeven in de onderstaande tabel.
Technische vereisten voor de productie van spiraalvormige boren van alle bovenstaande serie zijn vastgelegd door GOST 2034-80. Volgens de bepalingen van dit regelgevingsdocument worden de producten van deze serie, die worden gebruikt om billets te boren van smeden en grijs gietijzer, koolstof (structurele en duurzame en gelegeerde staalsoorten, evenals structuurstaal van gewone werkbaarheid en automatische, gemaakt van hoge snelheid stalen legeringen. De tools van deze serie kunnen betrekking hebben op een van de drie nauwkeurigheidslessen:
- A1 (verhoogd);
- B1 en in (normaal).
GOST gaat ervan uit dat de oefeningen van deze serie niet kunnen worden gemaakt van high-speed staal, en van de gelegeerde stalen legering van het merk 9xc, en hun schachten kunnen worden gemaakt van stalen klasse 45 of 40x. Bij het ontwerp kunnen dergelijke boren zowel vegin als gelast zijn. Bij het gebruik van lassen op plaatsen van verbindingen, de aanwezigheid van ongecompliceerde gebieden, leegte en ringvormige scheuren.
Boren met conische schachten
De moderne industrie produceert verschillende soorten oefeningen waarvan de schacht een conische vorm heeft. Dienovereenkomstig worden de vereisten voor dergelijke hulpmiddelen geregeld door verschillende GTA-stations. Eenwording verschillende soorten Met de boor kunt u deze optimaal selecteren om bepaalde technologische taken op te lossen. Regulatory-documentenIn overeenstemming met de vereisten van welke spiraalvormige instrumenten met conische schachten worden geproduceerd, zijn:
- Gost 10903-77 (voor producten van normale lengte);
- Gost 12121-77 (voor een lange serie);
- GOST 2092-77 (voor de langwerpige reeks);
- GOST 22736-77 (voor producten met carbideplaten).

U kunt uzelf vertrouwd maken met de vereisten van GOST voor spiraalboren met een conische schacht, door het document in PDF-formaat op de onderstaande link te downloaden.Afhankelijk van de configuratie van de klemming in
Spiraalvormige boren van normale lengte, die de vereisten van GOST 10903-77 verspreidt, kan worden geproduceerd in het bereik van diameters van 5-80 mm. Schacht van dergelijke boren, afhankelijk van de diameter van de laatste hebben een normaal of versterkt ontwerp. Met een versterkte schacht worden spiraalvormige boren met een diameter van 12 tot 76 mm gemaakt. Hun landingsconisch deel komt overeen met de Morse-standaard - van 1 tot 6.
De diameter van lange boormachines kan volgens het GOST in het bereik van 5-20 mm liggen, terwijl de verwerking uitgevoerd met behulp van deze wordt uitgevoerd via de geleiderhulzen. De schacht van dergelijke boren wordt uitgevoerd volgens de Morse-standaard van 1 tot 4. Het spiraal deel van de lange boren en gereedschappen van de normale lengte heeft de juiste richting, maar door overeenstemming met de fabrikant kan worden geproduceerd met de linkerrichting.
De langwerpige boren met een conische schacht zijn gemaakt met diameters van 6-30 mm. De kegelschacht van dergelijke boormachines moet voldoen aan de Morse-standaard van 1 tot 3.
Op de metalen staaf waarvan wordt aangevallen door hardmetalen platen van het VK-type, kan worden geproduceerd met een diameter van 10 tot 30 mm, in verkorte en normale versies.
De lengte van de spiraalvormige gereedschappen met de conische schacht van alle series wordt gepresenteerd in de onderstaande tabel.

Materialen van het vervaardigen van het grootste deel van dergelijke boren - snelstalen, staallegering van het merk 9xc of staal van andere merken, die niet kobalt mogen zijn en de hoeveelheid wolfraam mag niet meer dan 6% bedragen.
Boren is een van de gemeenschappelijke manieren om gaten te maken. Gebaseerd op welke maten ze moeten worden verkregen en in welk materiaal ze ze maken, kies het gereedschap. Spiraalboor is het meest universeel en in de vraag.
1
Spiraalvormige boor (of, anders, schroef) structureel vertegenwoordigt een cilindrische stam bestaande uit elementen:
- Het werkgedeelte is uitgerust met twee spiraalschroefgroeven die snijelementen vormen en zijn ontworpen om de chip effectief te verwijderen, evenals smering in de boorzone.
- Schacht - dat is ontworpen om de boor op betrouwbare plaats te bevestigen handmatige tool Of op de machine. Het kan een poot hebben om de boor te verwijderen vanuit een conische vorm of leiband die torque verzending van de hardwarepatroon biedt.
- Shacies - Biedt Exit schurende cirkel In het proces van het slijpen van het werkgedeelte.
Het werkgedeelte bestaat uit:
- De kalibratie (gids) deel is een smalle strook, die het oppervlak van de groef voortzet op de omtrek van de dwarsdoorsnede van de boor. Zij wordt ook een lint genoemd.
- Het snijgedeelte - omvat twee hoofd- en twee hulp, die zich langs de boor op de helix bevindt, evenals één transversaal (kegelvormig aan het einde van de boorgrens). Allemaal worden gevormd door de kruising van de oppervlakken van de groeven: de hoofdkant met de achterkant, hulp - de voorkant met het oppervlak van het lint, dwars - zowel achterkant.
Van alle boren die tot nu toe bekend zijn, vonden de ontwerpen van de spiralen het meest brede toepassing Ten koste van de volgende voordelen:
- grote voorraad voor een stevige;
- een goede richting in het gat;
- uitstekende afvoerspaanders.
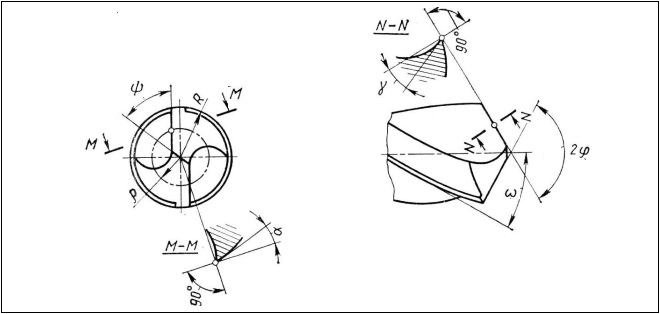
De belangrijkste geometrische parameters van de spiraalvormige boor:
- hoek aan de tip aan de bovenkant - geeft 2φ aan;
- de hellingshoek van de groef Ω;
- voorhoek γ;
- achterhoek α;
- de hellingshoek van het einde transversale rand ψ.
De waarden van deze parameters zijn afhankelijk van het type, het type en de bestemming van de boor.

Spiraalvormige metalen boren zijn ook anders dan andere schroef (op beton, hout, universele en andere) afmetingen, vormen en lengte van hun structurele elementen. Het schachtformulier dat ze gebeuren:
- met een cilindrische schacht;
- met conisch.
Om de laatste te installeren, worden Universal Special Transition-bussen gebruikt - Morse Cones. Voor de meest voorkomende soorten metalen gereedschappen worden hieronder korte beschrijvingen gegeven.
2
Een spiraalvormige boor met een cilindrische schacht wordt geproduceerd door een korte, middelgrote en lange series volgens de relevante normen. Een dergelijke variëteit biedt optimale selectie vereiste tool Om elke specifieke taak te vervullen.
Voor alle boren worden de middenopeningen uitgevoerd volgens GOST 14034. Het is toegestaan \u200b\u200bom een \u200b\u200bgereedschap te produceren zonder gaten te centreren. De producten van de middelste en lange series volgens hun normen kunnen worden gemaakt met of zonder nek. De afmetingen zijn niet gereguleerd.
GOST 4010-77 is van toepassing op de linker- en rechteroefeningen van een korte serie met een diameter van 0,5-40 mm. Volgens deze norm is afhankelijk van de diameter van de vervaardigde boor de lengte (mm):
- het totale totale gereedschap is 20-200;
- werkonderdeel - 3-100.

GOST 10902-77 is van toepassing op de linker- en rechteroefeningen van de middelste reeks met een diameter van 0,25-20 mm. De lengte is (mm):
- totaal alle gereedschappen - 19-205;
- werkonderdeel - 3-140.
GOST 886-77 is van toepassing op de boor van een lange serie met een diameter van 1-31,5 mm. De lengte is (mm):
- het totale totale gereedschap is 56-316;
- werkonderdeel - 33-207.
In deze producten heeft de richting van de spiraal gelijk. Links worden vervaardigd zoals overeengekomen met de klant.
Voor al deze tool technische benodigdheden GOST 2034-80 is geregeld aan de fabricage. Volgens dit document worden de boorgegevens gemaakt van hogesnelheidstaal en zijn ontworpen om gaten te boren in dagging en grijs gietijzer, gelegeerd en koolstof structureel en structureel staal, hoge en hogere werkbaarheid. Deze tool is vervaardigd door 3 nauwkeurigheidslessen: beschikbaar verschillende soorten En dienovereenkomstig volgens verschillende normen. Hiermee kunt u optimaal de tool ophalen die het meest geschikt is voor een bepaald type werk. Er zijn de volgende gosts:
- 10903-77 - voor de boor van de normale lengte;
- 12121-77 - Lang;
- 2092-77 - langwerpig;
- 22736-77 - met carbideplaten.
Al deze tool volgens de normen kan worden gemaakt met of zonder nek. De afmetingen zijn niet gereguleerd.
GOST 10903 is van toepassing op de boor van een normale lengte met een diameter van 5-80 mm, die in twee versies worden geproduceerd: met een normale en verbeterde schacht. Volgens GOST 10903, afhankelijk van de diameter van de gefabriceerde boor met een normale schacht, is de lengte (mm):
- totaal alle gereedschappen - 133-514;
- werkonderdeel - 52-260.

Met een versterkte schacht wordt de Boor van de GOST 10903 door diameters 12-76 mm geproduceerd. De lengte van hun werkgedeelte is hetzelfde als met een normale schacht. De lengtes zijn de volgende (mm):
- algemeen - 199-514;
- werkonderdeel - 101-260.
De afmetingen die worden gebruikt voor het bevestigen in de patroon van de meerz-kegelmachine van 1 tot 6.
GOST 12121 spreidt zich uit naar lange boren met een diameter van 5-50 mm, die zijn ontworpen om te boren door speciale geleiderhulzen. De lengte is (mm):
- het totale totale gereedschap - 155-470;
- werkonderdeel - 74-321.

De afmetingen van de Morse-kegels die worden gebruikt om in de cartridge vast te maken van 1 tot 4 in het instrument van deze twee normen, is de richting van de spiraal gelijk. Links worden vervaardigd zoals overeengekomen met de klant.
GOST 2092 is van toepassing op langwerpige boren met een diameter van 6-30 mm. De lengte is (mm):
Voor deze tool worden de technische vereisten voor de vervaardiging gereguleerd door GOST 5756-81. In overeenstemming hiermee zijn de boorgegevens bedoeld voor het boren van verschillende delen van gietijzer. Klassen moeten worden vervaardigd:
- verhoogde nauwkeurigheid - A;
- normaal - V.
Als snijapparatuur moeten carbide VK-hardmetalen platen worden toegepast. Productbehuizingen worden uitgevoerd van of legering 9xc. De productie van gevallen van andere merken met wolfraamgehalte binnen maximaal 6% is toegestaan. Het is onaanvaardbaar om stalen legeringen te gebruiken die kobalt bevatten.

Het gereedschap met het werkgedeelte met een diameter van 6 mm en meer, waarvan de behuizing is gemaakt van de hogesnelheidslegering, moet worden gelast. Schacht van gelaste producten moeten worden gemaakt van staal 45 of 40x. Niet toegestaan \u200b\u200bin de laszone: bijzondere waardevermindering, oppervlakteschelpen en ringscheuren.
Boren worden onderscheiden door een aantal tekens: fabrikant materiaal, methode, type snijrand, doel enzovoort. De boormachine met een conische schacht lost het probleem met centreergereedschap snel en op zich.
 Beschrijving van boor met een conische schacht
Beschrijving van boor met een conische schacht
Het product is bedoeld om dezelfde taken uit te voeren als de boormachine met een cilindrische schacht en bevat dezelfde elementen.
- Het werkgedeelte bestaat uit een snijgedeelte gevormd door twee hoofd- en dwarsranden en de gids - extra snijranden.
- De schacht is in wezen een boorsluiting. Het heeft een conische vorm, uitgevoerd in de vorm van nozzles en kan, indien nodig, gemakkelijk worden verwijderd en vervangen.
Deze vorm van boor is voornamelijk ontwikkeld voor industrieel gebruik: de conische kop laat de automatische gereedschap veranderen in de spilgrootmoeder.
Er zijn verschillende kegelbooropties:
- met benen - In de spil is bevestigd door de poten vast te stellen, het voorkomt het draaien van te licht materiaal bij het boren;
- met schroefdraad - gefixeerd met de staaf. Bevestigingsmiddelen worden beschouwd als de meest betrouwbare en garandeert de sjaal van het instrument;
- zonder voet en draden - Ontworpen voor werk met lichtmetaal of niet-metalen materialen - plastic, eboniet, plexiglas.
Een aantal speciale conische boren wordt geproduceerd, waarbij gaten of vet voor het leveren van smeermiddelen worden verstrekt.
In het dagelijks leven begonnen conische boren te worden gebruikt vanwege de eenvoud van centreren. Met gaten genoeg grote diameter - Meer dan 10 mm moet u eerst een gat van een kleinere maat boren en in de tweede fase wordt het gebruikt om een \u200b\u200bboor te gebruiken de gewenste diameter. Een hulpmiddel met een conische schacht in dergelijke trucs heeft niet nodig.
Specificaties
- Materiaal van de fabricage - Legering en koolstofstaal 9xc, evenals P9 en P18 worden gebruikt. De laatste verwijzen naar de categorie hogesnelheidstalingen en worden aangegeven als HSS. Een dergelijke legering behoudt de hardheid bij het verwarmd en, aangezien het boren gepaard gaat met een sterke verwarming van zowel het materiaal als het gereedschap, het gebruik van high-speed staal is behoorlijk gerechtvaardigd.
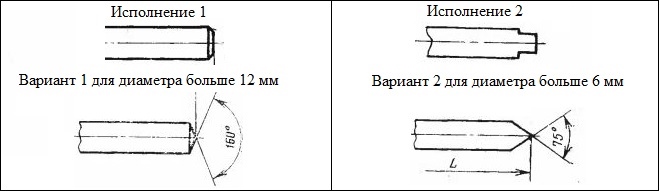
- Slijphoek - de omvang van de hoeken van de hoofdsnijden en de transversale bepaalt de toepassingsgebied van de boor. Voor plexiglas en andere soorten kunststoffen is een gereedschap nodig vanuit een hoek op een vertex van gelijk aan 60-90 graden. De hoek van 60 graden wordt aanbevolen bij het werken met dunne vellen, in 90 - bij het boren van een materiaal met een dikte van 20 mm.
Kleine slijphoek verbetert de indicatoren van de koellichaam en sindsdien acrylglas Vervormd wanneer verwarmd, dan is deze functie van de boor erg belangrijk. Een dergelijke verscherping beïnvloedt echter de sterkte van het gereedschap zelf, en daarom wordt het alleen gebruikt bij het werken met niet-harde materialen.
- De achterhoek moet minimaal 15 graden zijn. Met een dergelijke verscherping, het achteroppervlak van het boorschroefmateriaal, en niet snijdt, wat de vervorming van de plexiglas vermindert.
- TIP - In het gebruikelijke geval is het twee snijvlakken met een hoek van convergentie van 118-135 graden. Beschikbare boren waarin de extra afschuining van de randen werd verwijderd - dubbele slijpen. Deze optie vermindert wrijving. Een andere verbetering is een tip met twee fasen die nauwkeurige centreren biedt - deze boor is ontworpen voor vaste materialen.
De diameter, de lengte van de kegel en de dwarsdoorsnede van de schacht reguleert GOST 10903-77.
Toepassing
Kegelboren worden gebruikt bij het boren bladmateriaal varying Degrees Kracht en hardheid, maar niet kwetsbaar. Waaronder:
- metalen en legeringen - Staal, gietijzer, brons, aluminium, duralumin, enzovoort;
- niet-metalen materialen -, kunststoffen, hout, houtvezelplaten.
Bij het boren van vuurvaste legeringen wordt een gereedschap versterkt door carbideplaten gebruikt. Voor de verwerking van viskeuze - kunststoffen, gebruik boren met speciale slijpen en gepolijst.
Variëteiten
De kegelschacht of Morse Cone wordt in verschillende modificaties geproduceerd.
- Instrumentaal - De meest voorkomende, zoals ontworpen voor snel automatische verschuiving bij het werken op de machine. De productparameters reguleren GOST.
- Verkortene - de staart van de boor wordt verminderd vanwege het verdikte deel van de kegel. Het is op deze manier gemarkeerd: B7 - ingekort tot 14 mm, B10 - tot 18, en tot B24 - verkort tot 55 mm. Deze optie wordt gebruikt wanneer het gat van een bepaalde diameter vereist is, maar een ondiepe diepte.
- Langwerpig - Toepassen op boor diepe gaten In verschillende fasen.
- Metriek - Schacht waarin de relatie tot het werkgedeelte 1:20 is en een hoek van meer dan 1 graad.
In de foto afgebeeld variëteiten van boren met een conische staart
Het toewijzen van een boor bepaalt de verscherping: hoek aan de bovenkant, de achterhoek, enz. Slijpen en slijpen besteden aan speciale machines of handmatig.
Conische gost
GOST 10903-77 regelt een gereedschap met een conische schacht - met een Morse-kegel en een cervicale optie.
- Mogelijke diameter van producten - 5-10 mm.
- Kegellengtes - 58-85 mm.
- Sectiestaart - 6-12 mm.
Langwerpig
De boormachine met het langwerpige staartgedeelte reguleert GOST 2092-77. Ze worden gebruikt bij de productie van hoge diepten.
De grootte van de diameter is het bereik van 6 tot 30 mm. De lengte van het staartdeel is 145-275 mm.
Producten zijn verkrijgbaar in twee nauwkeurigheidslessen:
- A1 en A. - met verhoogde nauwkeurigheid;
- B1 en B. - met normale nauwkeurigheid.
Conisch getrapt
De kegel in dit geval lijkt op een piramide waar elke "stap" verantwoordelijk is voor de vorming van een gat van een bepaalde diameter. Een dergelijke structuur stelt u in staat om openingen van verschillende afmetingen te besturen zonder een gereedschapsverandering. In de etikettering worden onmiddellijk een aantal hoeveelheden aangegeven.
Met dezelfde functie kunt u een afschuining schieten met dezelfde boor die door een gat is gedaan. Boorsnelheid relatief klein - tot 1000 omwentelingen / min, waardoor de tool zeer geschikt is voor het werken met plexiglas.
Het centreren vanwege de conische vorm is probleemloos, maar de gevoeligheid voor schevers is hoger dan die van de instrumentale optie.
Toepassen Tools voor het verwerken van staal, aluminium, duralumin- en niet-metalen materialen - kunststoffen, plexiglas, ebonita.
Kobalt met een conische schacht
Om de sterkte-eigenschappen en verwijdering van warmte te verbeteren, worden de producten onderworpen aan aanvullende verwerking.
- HSS-G - passeer extra slijpen;
- HSS-CO-staal bevat kobalt, oefeningen van deze klasse zijn ontworpen om in ernstige temperatuuromstandigheden te werken;
- HSS-R - gerolde producten;
- HSS-TIN - gereedschap verwerkt titaniumnitride, coating vermindert wrijving en, het betekent verwarmingsinstrument en -materiaal.
Aan welke verwerking boren werden onderworpen aan, u kunt in hun kleur ontdekken: felgoudkleur geeft een spuiten van titaniumnitride aan, zwart - warmtebehandeling werd gebruikt, enzovoort.
Voordelen
 In één pas maakt de conische boor verschillende bewerkingen, waardoor de werkperiode, en het tijdstip van impact op de plexiglas:
In één pas maakt de conische boor verschillende bewerkingen, waardoor de werkperiode, en het tijdstip van impact op de plexiglas:
- centreer - De conische vorm van de schacht biedt nauwkeurige centrering zonder extra apparaten;
- getrapte boorgaten Met verschillende diameters staat de punt op het gereedschap de boor niet toe;
- verwijdering van slowingBij gebruik van een getrapte boor wordt de afschuining ook verwijderd.
Conclusie
Conische boren zijn effectief en winstgevend op hun plaats. Bij het verwerken van de plexiglas is er geen behoefte aan het instrument dat wordt versterkt door de platen, maar de gecoate boormachine met titaniumnitride vermindert de wrijving, en het betekent dat het risico van vervorming. Niet minder belangrijk heeft een verscherping: om met viskeus materiaal te werken, is een goed geslepen gepolijst gereedschap vereist.
De video toont een fragment van het gebruik van een boor met een conische staart:
De boorconiaal op metaal heeft in de meeste gevallen de voorkeur, omdat het niet vervaagt en het niet zal breken, in tegenstelling tot standaard boorsets die meer van toepassing zijn op hout. Wat bereiken dergelijke persistentie?
1 Waarom ontving de boor de naam van de conische?
Boor is snijgereedschappendie een gat vormen als gevolg van de geleidelijke rotatie-impact op het materiaal op het punt van contact. Ook worden ze ook vaak gebruikt voor het boren of uitbreiden van afgewerkte gaten. Bovendien, met hun hulp kunt u niet-scheiding ontvangen. Afhankelijk van het staartgedeelte van de boor, zijn er cilindrisch, hex, driehoekig en conisch. Als je in het woordenboek kijkt, betekent dan onder het kegelinstrumentaal niets anders dan een conische schacht, wat betekent dat het een boor van een conisch type is. Het belangrijkste ding dat het gemak is, is een snelle verschuiving: in het geval van de uitsplitsing, kunt u altijd gemakkelijk en snel. De schacht zelf is gemaakt in de vorm van mondstuk, die op het werkgedeelte wordt gezet.
Op hun manier constructief besluit Conische boormachines zijn niet erg verschillen van de gebruikelijke standaard, en ze bestaan \u200b\u200buit de volgende elementen: snijden en geleidingsonderdelen, schacht, leiband en cervix. Het belangrijkste verschil in de vorm van een schacht. In dit geval heeft het de vorm van een kegel, die we gewoon de naam van deze apparaten zeggen. Afhankelijk van de vorm zijn ze verdeeld in nog meer specifieke typen. De schacht kan de volgende typen zijn:
- morse cone;
- metriek;
- instrumentaal;
- langwerpig.
Moet een paar minuten worden gegeven korte beschrijving Dit soort sproeiers dat we een beetje lager zullen doen, evenals andere classificaties overwegen.
2 Boor conisch voor metaal - variëteiten
De gereedschapskegelschacht is het meest voor. Het is gemakkelijk en snel verwijderd en gemakkelijk te gebruiken. Het wordt vaker gebruikt voor CNC-machines of voor machines, waar automatische gereedschapsverandering optreedt. Voor de vervaardiging van dergelijke typen boren zijn er bepaalde normen en normen. Bijgesneden schachtkegels worden verkregen door het dikke deel van de kegel te verminderen. Meestal kunt u bij aankoop de etikettering van deze apparaten zien. Ze zijn aangegeven: B7 (ingekort tot 14 mm), B10, B12 (ingekort tot 18 en 22 mm), B16, B18 (ingekort tot 29 en 37 mm), B22, B24 (ingekort tot 45 en 55 mm). Het merk van de conische boor met verkorting wordt geselecteerd, afhankelijk van het werk, dat wil zeggen, vanaf de diepte van het gat gedaan. Er zijn ook boren die langwerpig zijn met een conische schacht.

Kegelschoenen, de invalshoek waarvan meer dan 1 graad en de verhouding tot het werkgedeelte 1 tot 20 zijn gedefinieerd als metrische kegels. In hun ontwerp verschillen ze niet van Morse-kegels. Ze zijn er ook verschillende maten en cijfers: № 80, 100, 120, 160, 200. Meestal worden in het werk met gaten, Shanks met Morse Cone gebruikt. Voor het eerst kregen ze Stephen Morse (de eerste uitvinder van oefeningen). Ze verschenen in 1864. De uitvinder werd toen al acht basismaten aangeboden van KM 0 en tot KM7. Onze meesters geven de voorkeur aan metrische kegels. Het is waarschijnlijk dat dit te wijten is aan het feit dat ze worden beschreven in de binnenlandse poort, volgens welke de meeste technische instructies in ondernemingen zijn opgesteld.

COUSSE-schachten kunnen worden weergegeven in verschillende ontwerpen: met benen, draad of zonder voeten en draden. Armaturen met poten zijn aan de spil bevestigd door deze poten vast te slaan, meestal in de spilhuls is er een speciale pazic. Doelvoet - faciliteer de knock-out van de kegel uit de spil, evenals om draaien te voorkomen. Armaturen C. binnendraad Gemengd in de spil met behulp van een staaf (schop), die wordt geschroefd in het einde van de kegel. Het gebruik van draadkegels is een garantie voor de aanraking van het gereedschap. Bovendien zal hun gebruik de verwijdering van de kegel vergemakkelijken, als hij in de spil in het proces is geruild.
Er zijn ook speciale kegels die zijn uitgerust met een systeem van verschillende gaten of groeven. Ze zijn nodig om gesmeerde vloeistoffen tijdig te leveren.
3 Boor met een conische schacht - Moderne prestaties
Moderne conische type boren zijn gemaakt van duurzaam koolstof of gedoteerd staal. Vaak gebruiken fabrikanten in productie extra thermische verwerking van het gereedschapsgegevensoppervlak. Dit maakt ze betrouwbaarder en beschermt tegelijkertijd tegen corrosie. De conische vorm van de schacht helpt de productiviteit te verhogen en de kwaliteit van de gecreëerde gaten te verbeteren. Dankzij deze vorm (conisch) is de boor gemakkelijk uit het materiaal dat wordt verwerkt.

In de regel worden vergelijkbare boren gebruikt om verschillende gaten te verkrijgen metalen oppervlak. Je kunt ze ook toepassen wanneer de gaten op plastic, douroplastiek of plaatstaal vereist zijn (de conische gestapte boormachine is perfect omgegaan). De diameter van de schacht of de kegel kan variëren van 6 tot 12 mm. En de lengte van de kegel is mogelijk van 58 tot 85 mm. Afzonderlijke oefeningen afhankelijk van de diameter en diepte van het toekomstige gat.
IN de laatste tijd De meesters worden steeds meer gebruikt in het werk van een spiraalvormige boor met een conische schacht (GOST 10903-77). Meestal creëren ze gaten in verschillende details met behulp van stationaire machines. De grootte van dergelijke boren kan van 5 tot 80 mm zijn. De conische schacht helpt het oppervlak van het contactbooroppervlak aanzienlijk te verhogen. Dit helpt op zijn beurt niet alleen de nauwkeurigheid te vergroten, maar verhogen ook de betrouwbaarheid van de bijlage.

Tot op heden kunnen spiraalvormige boren lang, solide carbide, speciaal zijn voor de verwerking van lichte legeringen, moeilijk naar materiële materialen en kunnen ook extra uitgerust worden met vaste legeringsplaten. Zo'n scheiding van gegevenstools stelt u in staat om ze meer nauwkeuriger te maken gedefinieerde soorten werk. Dit zal helpen niet alleen het proces van boren te verbeteren, maar zal het ook mogelijk maken om al het werk beter te maken.
4 Hoe laat zo'n boor?
Conische type boren zijn het meest succesvol geschikt voor het boren van gaten in de leidingen, staalplaten, non-ferro metalen. Ze zijn even handig om gaten en in het metaal en in plastic te maken. Toepassing in het werk van de conische boor zorgt ervoor dat verschillende bewerkingen tegelijk in één keer worden uitgevoerd. D.w.z, bij het uitvoeren van slechts één pas, wordt het onmiddellijk uitgevoerd door de score van Sizards, centreren en stapsgewijze trommel van gaten van verschillende diameters. Op de conische boormachines is er een speciale tip waarmee u zelfs op zulke oppervlakken slippen of uitglijdend kunt vermijden.

Professionals en amateurmeesters merken dat het erg handig is om met dergelijke oefeningen te werken. Wanneer ze worden gebruikt, hebt u geen verschillende extra apparaten of extra centrering nodig. Wanneer het gat gewoon wordt geboord, kan tijdens de werking naar de zijkant leiden en wordt het gat zelf vaak ongelijk verkregen, met "gescheurde randen", die dan bovendien nodig zijn. De kegelschacht onderscheidt zich door het feit dat tijdens het boren precies precies gaat, en het gat niet alleen wordt verkregen, maar ook glad.