Den mest alsidige og dermed populære værktøjer, der bruges til at udføre huller i forskellige materialer, indbefatter boret af en spiral type. Regulatory spiral øvelser GOST 10902-77 og GOST 10903-77. Styret af bestemmelserne i disse reguleringsdokumenter, samt de åbningsparametre, du vil oprette, skal du vælge det relevante værktøj er ret nemt.
Funktioner i design og hovedegenskaber
Designet af spiralboringer, som ofte kaldes skrue, består af følgende elementer.
ArbejdsdeltagelsePå arbejdsdelen er der to riller placeret langs skruelinjen. De udfører flere funktioner samtidigt: danner skærelen, de tager de chips, der er oprettet i behandlingszonen, sikrer, at udbuddet af kølevæske til boringsområdet.
Shank.Med dette strukturelle element er værktøjet fastgjort i patronen af \u200b\u200bdet anvendte udstyr. Skaftet kan laves med en speciel fod, der letter fjernelsen af \u200b\u200bværktøjet fra den koniske formstik, eller et snor, der deltager i transmissionen af \u200b\u200bdrejningsmoment fra patronen.
NakkeDette teknologiske element er ansvarlig for udgangen, når den bruges til at male værktøjet.

Den betjeningsdel af spiralboringen med en cylindrisk eller konisk skaft er flere konstruktive elementer.Kalibrering Part.
Dette element ligner en smal stribe, som fortsætter sporet på arbejdsdelen. Denne guide del har et andet fælles navn - "Ribbon".
Skærende PartiDenne del er fem skærekanter: 2 Main, 2 Hjælp, som er placeret på spiralen langs boringenes akse og 1 tværgående, placeret i enden af \u200b\u200binstrumentet og har en kegleform. Alle er dannet på grund af krydset af overfladerne af rillerne. Så de vigtigste skærekanter er skæringspunktet af den forreste overflade af værktøjet af værktøjet med den bageste, hjælp - spidsen af \u200b\u200brillen med overfladen af \u200b\u200bkalibreringsdelen, tværgående - skæringspunktet mellem båndene af båndene af båndene .

Den høje popularitet af spiralboringer er forbundet med de følgende fordele.
- Instrumenter denne type De skelnes af en stor reserve under skærelen.
- Boremaskiner spiraler med en cylindrisk eller konisk skaft er kendetegnet ved den bedste stabilitet af deres position i boreprocessen.
- På grund af de særegenheder i dets design giver sådanne værktøjer en rettidig nedbrydning af chips fra forarbejdningszonen.
De vigtigste parametre for borespiraler med cylindriske og koniske shanks, de krav, som GOST 10902 og GOST 10903-77 er angivet i tabellen.

Værdierne for alle ovennævnte parametre bestemmes af de opgaver, som værktøjet er planlagt til at blive brugt.
Spiralboringer anvendes ikke kun til metalforarbejdning, men også til at udføre huller i andre materialer, såsom beton og træ. Der er også værktøjer universel destination. Boremaskiner til behandling forskellige materialeradskiller sig fra hinanden som en form og design og dets geometriske parametre givet i de respektive gosts.
Afhængigt af konfigurationen af \u200b\u200bden del, der er klappet i patronen, isoleres øvelserne:
- med en cylindrisk skaft;
- med en konisk skaft.
For at rette på udstyret med spiralboringer med koniske shanks, som GOST 10903-77 angiver, anvendes universelle overgangshylster, plantning af huller hvor de er lavet i henhold til typen "Cone Morse". Relevante GOST-værktøjer af denne type kan bruges til at udstyre ethvert udstyr.
Boremaskiner med cylindriske shanks
Boremaskiner med en cylindrisk skaft i overensstemmelse med kravene i reguleringsdokumentet kan produceres i flere serier: kort, mellemlang og lang. Ved hjælp af den passende gost på boret er det muligt at vælge et værktøj til at løse visse teknologiske opgaver optimalt.
Cylindriske spiralboringer, ifølge GOST, er fremstillet med et centreringshul eller uden det. Instrumenter i mellem- og lange serien, i overensstemmelse med GOST, kan have en hals i deres design, der letter deres slibning. Der er ingen særlige krav til størrelsen af \u200b\u200bet sådant emne.
Du kan gøre dig bekendt med kravene til gost til spiral øvelser med en cylindrisk skaft ved at downloade dokumentet i PDF-formatet på linket herunder.

De venstre og højre spiralinstrumenter, der tilhører den korte serie og har en diameter på 0,5 til 40 mm, fremstilles ifølge GOST 4010-77. Produktion af højre og venstre cylindriske øvelser i mellem serien, hvis diameter ligger i området fra 0,25-20 mm, reguleres af GOST 10902-77. Spiralboringer af den lange serie fremstilles i området af diametre på 1-31,5 mm. Det reguleringsdokument, hvor kravene til produkter af denne serie forhandles, er GOST 886-77.
Boremaskiner med en lang serie cylindrisk skaft producerer hovedsagelig med den rigtige retning af helixen. GOST tillader fremstilling af produkter af denne serie og i en anden konstruktivt design. Efter aftale med kunden. Længden af \u200b\u200bspiralværktøjer med en cylindrisk skaft af alle serier er angivet i nedenstående tabel.
Tekniske krav til produktion af spiralboringer af alle ovennævnte serier er fastsat ved GOST 2034-80. Ifølge bestemmelserne i dette reguleringsdokument er produkterne i denne serie, som bruges til at bore billets fra smedning og grå støbejern, kulstof (strukturelle og holdbare og legeret stål samt strukturelle stål af almindelig arbejdskraft og automatisk, lavet af højhastighedstoglegeringer. Værktøjerne i denne serie kan relatere til en af \u200b\u200bde tre nøjagtighedsklasser:
- A1 (forhøjet);
- B1 og i (normal).
GOST antager, at øvelserne i denne serie kan gøres ikke fra højhastighedstål, og fra den legende stållegering af mærket 9xc, og deres shanks kan laves af stålkvalitet 45 eller 40X. Ved dets design kan sådanne øvelser være både faste og svejsede. Ved anvendelse af svejsning på steder af forbindelser, tilstedeværelsen af \u200b\u200bukomplicerede områder, tomhed og ringformede revner.
Øvelser med koniske shanks
Den moderne industri producerer forskellige typer øvelser, hvis skaft har en konisk form. Følgelig reguleres kravene til sådanne værktøjer af forskellige GTA-stationer. Unification forskellige typer Boret giver dig mulighed for optimalt at vælge dem for at løse visse teknologiske opgaver. Regulatoriske dokumenterI overensstemmelse med kravene heraf er spiralinstrumenter med koniske skanker fremstillet:
- GOST 10903-77 (for produkter af normal længde);
- GOST 12121-77 (for en lang serie);
- GOST 2092-77 (for den aflange serie);
- GOST 22736-77 (for produkter med karbidplader).

Du kan gøre dig bekendt med kravene til gost til spiral øvelser med en konisk skaft ved at downloade dokumentet i PDF-format på linket herunder.Afhængigt af konfigurationen af \u200b\u200bklemmen i
Spiralboringer med normal længde, som formidler kravene i GOST 10903-77, kan fremstilles i området af diametre på 5-80 mm. Shanks af sådanne øvelser afhængigt af sidstnævntes diameter har et normalt eller forstærket design. Med en forstærket skaft fremstilles spiralboringer med en diameter på 12 til 76 mm. Deres landingskoniske del svarer til Morse-standarden - fra 1 til 6.
Diameteren af \u200b\u200blange øvelser ifølge GOST kan ligge i området 5-20 mm, mens behandlingen udført ved hjælp af dem udføres gennem lederhylsterne. Skaftet af sådanne øvelser udføres i henhold til Morse-standarden fra 1 til 4. Spiraldelen af \u200b\u200bde lange øvelser og værktøjer til normal længde har den rigtige retning, men efter aftale med producenten kan produceres med venstre retning.
De aflange øvelser med en konisk skaft er lavet med diametre på 6-30 mm. Kegle skaftet af sådanne øvelser skal overholde Morse-standarden fra 1 til 3.
På metalstangen, der er angrebet af carbidplader af VK-typen, kan der fremstilles med en diameter på fra 10 til 30 mm, i forkortede og normale versioner.
Længden af \u200b\u200bspiralværktøjerne med den koniske skaft af alle serier er præsenteret i nedenstående tabel.

Materialer til fremstilling af hoveddelen af \u200b\u200bsådanne øvelser - hurtigskæringsstål, stållegering af mærke 9xc eller stål af andre mærker, som ikke bør være kobolt, og mængden af \u200b\u200bwolfram må ikke overstige 6%.
Boring er en af \u200b\u200bde fælles måder at lave huller på. Baseret på hvilke størrelser de skal opnås, og i hvilket materiale de laver dem, skal du vælge værktøjet. Spiralboring er den mest universelle og efterspurgte.
1
Spiralboremaskine (eller, forskelligt, skrue) strukturelt repræsenterer en cylindrisk stamme bestående af elementer:
- Arbejdsdelen er udstyret med to spiralskruespor, der danner skærelementer og er designet til effektivt at fjerne chip, såvel som smøring i borzonen.
- Shank - designet til pålideligt at fastgøre boret i manuel værktøj Eller på maskinen. Det kan have en pote for at fjerne boret fra en konisk form eller leash stikkontakt, der giver momentransmission fra hardware patron.
- Shays - Giver exit slibekreds I forbindelse med slibning af arbejdsdelen.
Arbejdsdelen består af:
- Kalibrering (guide) del er en smal strimmel, som fortsætter overfladen af \u200b\u200brillen på omkredsen af \u200b\u200btværsnittet af boret. Hun kaldes også et bånd.
- Klippedelen - indbefatter to hoved- og to hjælpemidler, der ligger langs boringen på spidsen, såvel som en tværgående (kegleformet i slutningen af \u200b\u200bborekanterne. Alle er dannet af skæringspunktet mellem rillernes overflader: Hovedfronten med den bageste hjælp - forsiden med overfladen af \u200b\u200bbåndet, tværgående - begge bageste.
Af alle de kender, der er kendt for date, fandt designerne af spiralerne mest bred anvendelse På bekostning af følgende fordele:
- fantastisk lager for en solid;
- en god retning i hullet;
- fremragende dræning chips.
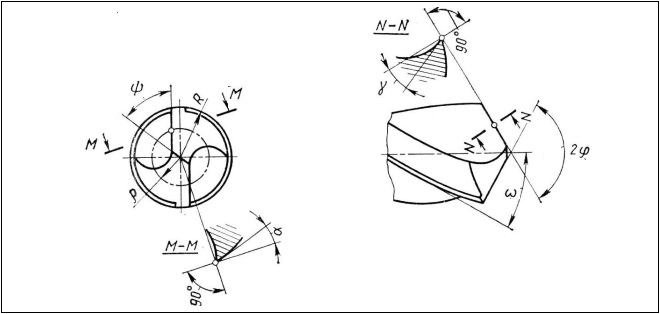
De vigtigste geometriske parametre for spiralboringen:
- vinkel ved spidsen øverst - betegner 2φ;
- hældningsvinklen af \u200b\u200bsporet Ω;
- frontvinkel γ;
- bagvinkel α;
- hældningsvinklen af \u200b\u200bden ende tværgående kant ψ.
Værdierne for disse parametre afhænger af typen, typen og destinationen for boringen.

Spiralmetalboringer er også forskellige fra anden skrue (på beton, træ, universelle og andre) dimensioner, former og længde af deres strukturelle elementer. Den skaftform, de sker:
- med en cylindrisk skaft;
- med konisk.
For at installere sidstnævnte anvendes universelle specielle overgangsbøsninger - Morse Cones. For de mest almindelige typer metalværktøjer er der givet korte beskrivelser nedenfor.
2
En spiralboremaskine med en cylindrisk skaft er fremstillet af en kort, mellemstore og lang serie i henhold til de relevante standarder. Sådan en sort giver optimal udvælgelse. påkrævet værktøj At opfylde hver bestemt opgave.
For alle øvelser udføres midterhullerne ifølge GOST 14034. Det er tilladt at producere et værktøj uden centreringshuller. Produkterne fra den midterste og lange serie ifølge deres standarder kan laves med eller uden hals. Dens dimensioner er ikke reguleret.
GOST 4010-77 gælder for venstre og højre øvelser i en kort serie med en diameter på 0,5-40 mm. Ifølge denne standard, afhængigt af diameteren af \u200b\u200bden fremstillede borning, er længden (mm):
- det samlede samlede værktøj er 20-200;
- arbejdsdel - 3-100.

GOST 10902-77 gælder for venstre og højre øvelser i midterserien med en diameter på 0,25-20 mm. Længden er (mm):
- samlet alle værktøjer - 19-205;
- arbejdsdel - 3-140.
GOST 886-77 gælder for boringen af \u200b\u200ben lang serie med en diameter på 1-31,5 mm. Længden er (mm):
- det samlede samlede værktøj er 56-316;
- arbejdsdel - 33-207.
I disse produkter er retningen af \u200b\u200bspiralen ret. Venstre er fremstillet som aftalt med kunden.
For alt dette værktøj tekniske krav GOST 2034-80 er reguleret til fremstillingen. Ifølge dette dokument er boredata fremstillet af højhastighedstål og er designet til at bore huller i dagging og grå støbejern, legeret og kulstofstruktur og strukturelt stål, høj og øget arbejdsevne. Dette værktøj er fremstillet af 3 nøjagtighedsklasser: Tilgængelig forskellige typer Og følgelig ifølge forskellige standarder. Dette giver dig mulighed for optimalt at afhente nøjagtigt det værktøj, der passer bedst til en bestemt type arbejde. Der er følgende goosts:
- 10903-77 - til boringen med normal længde;
- 12121-77 - Lang;
- 2092-77 - Langt;
- 22736-77 - med karbidplader.
Alt dette værktøj i henhold til dets standarder kan laves med eller uden hals. Dens dimensioner er ikke reguleret.
GOST 10903 gælder for boringen med en normal længde med en diameter på 5-80 mm, som produceres i to versioner: med en normal og forbedret skaft. Ifølge GOST 10903, afhængigt af diameteren af \u200b\u200bden fremstillede boremaskine med en normal skaft, er længden (mm):
- samlet alle værktøjer - 133-514;
- arbejdsdel - 52-260.

Med en forstærket skaft fremstilles GOST 10903 boret af diametre 12-76 mm. Længden af \u200b\u200bderes arbejdsdel er den samme som med en normal skaft. Længderne er følgende (mm):
- generelt - 199-514;
- arbejdsdel - 101-260.
Dimensionerne, der anvendes til fastgørelse i patronen i MOREZ Cone Machine fra 1 til 6.
GOST 12121 spredes til lange øvelser med en diameter på 5-50 mm, som er designet til at udføre boring gennem specielle ledermuffer. Længden er (mm):
- det samlede samlede værktøj - 155-470;
- arbejdsdel - 74-321.

Morse-keglernes dimensioner, der bruges til at fastgøre i patronen fra 1 til 4. I instrumentet af disse to standarder er spiralens retning korrekt. Venstre er fremstillet som aftalt med kunden.
GOST 2092 gælder for aflange øvelser med en diameter på 6-30 mm. Længden er (mm):
For dette værktøj reguleres de tekniske krav til fremstilling af GOST 5756-81. I overensstemmelse med den er boredata beregnet til boring af forskellige dele fra støbejern. Klasser skal fremstilles:
- øget nøjagtighed - A;
- normal - V.
Som et skæreudstyr bør Carbide VK Carbide Plates anvendes. Produkthuse udføres fra eller legering 9xc. Produktionen af \u200b\u200bsager fra andre mærker med wolframindhold inden for op til 6% er tilladt. Det er uacceptabelt at bruge stållegeringer, der indeholder kobolt.

Værktøjet med arbejdsdelen med en diameter på 6 mm og mere, hvis hus er lavet af højhastighedslegeringen, skal udføres svejset. Shanks af svejsede produkter skal være fremstillet af stål 45 eller 40x. Ikke tilladt i svejsesonen: Nedskrivning, overflade skaller og ring revner.
Boremaskiner kendetegnes af en række tegn: Producentmateriale, metode, type skærekant, formål og så videre. Boret med en konisk skaft løser hurtigt og effektivt problemet med centreringsværktøjet.
 Beskrivelse af boret med en konisk skaft
Beskrivelse af boret med en konisk skaft
Produktet er beregnet til at udføre de samme opgaver som boret med en cylindrisk skaft og indeholder de samme elementer.
- Arbejdsdelen består af en skæredel, der er dannet af to hoved- og tværgående kanter, og styringshjælpskanterne.
- Skaftet er i det væsentlige en borefæster. Den har en konisk form, udført i form af dyser og om nødvendigt let fjernes og udskiftes.
Denne form for boremaskine blev udviklet primært til industriel brug: Det koniske hoved gør det muligt for den automatiske værktøjsændring i spindelmormen.
Der er flere kegleboremuligheder:
- med ben - i spindlen er fastgjort ved at fastgøre potten, forhindrer det at dreje for let materiale ved boring;
- gevindet - Fastgjort med stangen. Fastgørelsesanordninger betragtes som de mest pålidelige og garanterer instrumentets sjal;
- uden fod og tråde - Designet til arbejde med let metal eller ikke-metalliske materialer - plastik, ebonit, plexiglas.
Der fremstilles en række specielle koniske øvelser, hvor huller eller fedt til levering af smøreforbindelser er tilvejebragt.
I hverdagen begyndte koniske øvelser at blive brugt på grund af enkelheden af \u200b\u200bcentrering. Med huller nok stor diameter. - Mere end 10 mm, skal du først bore et hul på en mindre størrelse, og i anden fase bruges det til at bruge en boremaskine den ønskede diameter.. Et værktøj med en konisk skaft i sådanne tricks behøver ikke.
specifikationer
- Materiale af fremstilling - Legering og kulstofstål 9xc, såvel som P9 og P18 anvendes. Sidstnævnte henviser til kategorien af \u200b\u200bhøjhastighedstål og er angivet som HSS. En sådan legering bevarer hårdheden, når den opvarmes, og da boringen ledsages af en stærk opvarmning af både materialet og værktøjet, er brugen af \u200b\u200bhøjhastighedstål ret berettiget.
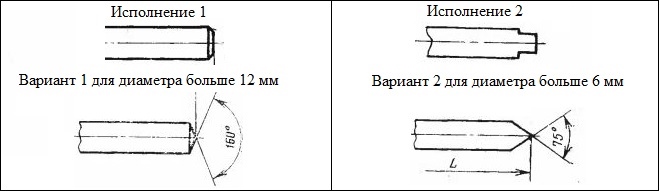
- Skarpende vinkel - Størrelsen af \u200b\u200bvinklerne på de vigtigste skærekanter og tværgående bestemmer omfanget af påføring af boringen. For plexiglas og andre typer plast er der brug for et værktøj fra en vinkel ved et vertex på lig med 60-90 grader. Vinklen på 60 grader anbefales, når du arbejder med tynde ark, i 90 - ved boring af et materiale med en tykkelse på 20 mm.
Lille skarpningsvinkel forbedrer køleskabsindikatorerne, og siden akrylglas Deformeret, når den opvarmes, så er denne funktion af boringen meget vigtig. Imidlertid påvirker en sådan skarphed, selve værktøjets styrke, og derfor bruges den kun, når de arbejder med ikke-hårde materialer.
- Det bageste hjørne skal være mindst 15 grader. Med en sådan skarphed, den bageste overflade af boreskatmaterialet og ikke skærer, hvilket reducerer deformationen af \u200b\u200bplexiglassen.
- Tip - I det sædvanlige tilfælde er det to skæreflader med en konvergensvinkel på 118-135 grader. Tilgængelige øvelser, hvor den ekstra afskærmning blev fjernet fra kanterne - dobbelt skarphed. Denne mulighed reducerer friktionen. En anden forbedring er en to-trins tip, der giver nøjagtig centrering - denne borning er designet til faste materialer.
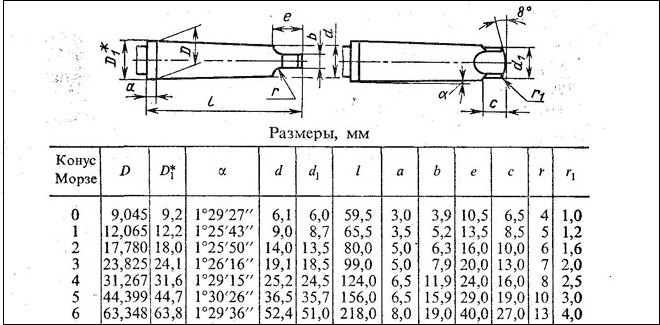
Diameteren, længden af \u200b\u200bkeglen og tværsnittet af skaftet regulerer GOST 10903-77.
Ansøgning
Cone øvelser anvendes ved boring arkmateriale. varierende grader Styrke og hårdhed, men ikke skrøbelig. Disse omfatter:
- metaller og legeringer - stål, støbejern, bronze, aluminium, duralumin og så videre
- ikke-metalliske materialer -, plastik, træ, træfiberplader.
Ved boring af ildfaste legeringer anvendes et værktøj, der forbedres af karbidplader. Til behandling af viskous - plast, brug øvelser med særlig skarphed og poleret.
Sorter
Cone Shank eller Morse Cone produceres i flere modifikationer.
- Medvirkende - Den mest almindelige, som designet til hurtig automatisk skift, når du arbejder på maskinen. Produktparametrene regulerer gost.
- Forkortese - Borens hale reduceres på grund af den fortykkede del af keglen. Den er markeret på denne måde: B7 - forkortet til 14 mm, B10 - til 18 og til B24 - forkorte op til 55 mm. Denne indstilling bruges, når hullet er påkrævet af en bestemt diameter, men en lav dybde.
- Langstrakt - Anvend at bore dybe huller I flere faser.
- Metric. - Shanks, hvor forholdet til arbejdsdelen er 1:20, og en vinkel på mere end 1 grad.
I billedet afbildet sorter af øvelser med en konisk hale
Tildeling af en borer bestemmer skærpningen: Vinkel øverst, den bageste vinkel osv. Skjuler og slibende udgifter på særlige maskiner eller manuelt.
Konisk gost.
GOST 10903-77 regulerer et værktøj med en konisk skaft - med en morse kegle og en cervikal mulighed.
- Mulig diameter af produkter - 5-10 mm.
- Kegle længder - 58-85 mm.
- Sektion haler. - 6-12 mm.
Langstrakt
Boret med den aflange hale del regulerer GOST 2092-77. De bruges til produktion af høje dybder.
Størrelsen af \u200b\u200bdiameteren er området fra 6 til 30 mm. Længden af \u200b\u200bhaledelen er 145-275 mm.
Produkter er tilgængelige i to nøjagtighedsklasser:
- A1 og A. - med øget nøjagtighed
- B1 og B. - med normal nøjagtighed.
Konisk trappet
Keglen ser i dette tilfælde ud som en pyramide, hvor hvert "trin" er ansvarlig for dannelsen af \u200b\u200bet hul af en bestemt diameter. En sådan struktur giver dig mulighed for at køre åbninger af forskellige størrelser uden værktøjsændring. I sin mærkning indikeres en række mængder straks.
Den samme funktion giver dig mulighed for at skyde en afskærmning med den samme boremaskine, der blev gjort af et hul. Borehastighed relativt lille - op til 1000 omdrejninger / min, hvilket gør værktøjet meget velegnet til at arbejde med plexiglas.
Centrationen på grund af den koniske form er problemfri, men følsomhed over for skævhed er højere end den for den instrumentale indstilling.
Anvend værktøjer til forarbejdning af stål, aluminium, duralumin og ikke-metalliske materialer - plastik, plexiglas, ebonita.
Kobolt med en konisk skaft
For at forbedre styrkeegenskaberne og fjernelse af varme udsættes produkterne yderligere behandling.
- HSS-G - Pass yderligere slibning;
- HSS-Co - stål indeholder kobolt, øvelser af denne klasse er designet til at arbejde i alvorlige temperaturforhold;
- HSS-R - Valsede produkter;
- HSS-tin - værktøj behandlet titanium nitrid, belægning reducerer friktion, og det betyder varme værktøj og materiale.
Hvilke behandlinger blev udsat for, du kan finde ud af i deres farve: lyse guldfarve indikerer en sprøjtning af titaniumnitrid, sort - varmebehandling blev brugt, og så videre.
Fordele.
 I et pas gør den koniske borer flere operationer og derved reducerer arbejdsperioden og påvirkningstidspunktet på plexiglassen:
I et pas gør den koniske borer flere operationer og derved reducerer arbejdsperioden og påvirkningstidspunktet på plexiglassen:
- centrering. - Den koniske form af skaftet giver nøjagtig centrering uden yderligere enheder;
- trinkede borehuller Med forskellige diametre tillader spidsen på værktøjet ikke boringen at glide;
- fjernelse af sørgende, Når man bruger en trappet bor, fjernes afkørslen også.
Konklusion.
Koniske øvelser er effektive og rentable på plads. Ved behandling af plexiglassen er der ikke behov for, at instrumentet forbedres af pladerne, men den overtrukne boremaskine med titaniumnitrid reducerer friktionen, og det betyder, at risikoen for deformation. Ikke mindre vigtigt har en skarphed: At arbejde med viskøst materiale kræves et godt skærpet poleret værktøj.
Videoen viser et fragment af at bruge en boremaskine med en konisk hale:
Borekonisk på metal foretrækkes i de fleste tilfælde, fordi det ikke falder, og det vil ikke bryde, i modsætning til standard boræt, der er mere gældende for træ. Hvad opnå en sådan vedholdenhed?
1 Hvorfor modtog boreren navnet på konisk?
Bore er skæreværktøjer.som danner et hul på grund af den progressive rotationsvirkning på materialet ved kontaktpunktet. Også de bruges også ofte til boring eller udvidelse af færdige huller. Derudover, med deres hjælp kan du modtage ikke-adskillelse. Afhængigt af borekonferencen er der cylindrisk, hex, trekantet og konisk. Hvis du ser i ordbogen, betyder det under keglen Instrumental intet andet end en konisk skaft, hvilket betyder, at det er en boremaskine med en konisk type. Det vigtigste er dets bekvemmelighed er et hurtigt skift: I tilfælde af sammenbrud kan du altid nemt og hurtigt. Selve skaftet er lavet i form af dyse, som sættes på arbejdsdelen.
På deres vej konstruktiv beslutning Koniske øvelser er ikke meget forskellige fra den sædvanlige standard, og de består af følgende elementer: skære- og styredele, skaft, snor og livmoderhals. Hovedforskellen i form af en skaft. I dette tilfælde har den form af en kegle, som vi bare siger navnet på disse enheder. Afhængigt af sin form er de opdelt i endnu mere specifikke typer. Skaftet kan være følgende typer:
- morse kegle;
- metrisk;
- medvirkende;
- langstrakt.
Bør gives et par minutter kort beskrivelse Disse typer af dyser, som vi vil gøre lidt lavere, samt overveje andre klassifikationer.
2 borekonisk for metal - sorter
Værktøjskegle skaftet er mest almindeligt. Det er let og hurtigt fjernet og nemt at bruge. Det bruges oftere til CNC-maskiner eller til maskiner, hvor automatisk værktøjsændring opstår. Til fremstilling af sådanne typer øvelser er der visse normer og standarder. Beskårne skaftkegler opnås ved at reducere den tykke del af keglen. Normalt, når købt, kan du se mærkning af disse enheder. De er angivet: B7 (forkortet til 14 mm), B10, B12 (forkortet til 18 og 22 mm), B16, B18 (forkortet til 29 og 37 mm), B22, B24 (forkortet til 45 og 55 mm). Mærket af den koniske boremaskine med forkortelse er valgt afhængigt af arbejdet, det vil sige fra dybden af \u200b\u200bhullet udført. Der er også øvelser langstrakte med en konisk skaft.

Cone Shanks, hvilken vinkel, hvoraf mere end 1 grad og forholdet til arbejdsdelen 1 til 20 er defineret som metriske kegler. I deres design er de ikke forskellige fra Morse Cones. De er også der forskellige størrelser. og tal: № 80, 100, 120, 160, 200. Oftest i arbejde med huller, shanks med Morse Cone bruges. For første gang blev de tilbudt Stephen Morse (den første opfinder af øvelser). De optrådte i 1864. Opfinderen blev allerede tilbudt otte grundlæggende størrelser fra km 0 og til km7. Vores mestere foretrækker metriske kegler. Det er sandsynligt, at dette skyldes, at de er beskrevet i den indenlandske port, ifølge hvilke de fleste tekniske instrukser udarbejdes i virksomheder.

Cousse Shanks kan repræsenteres i forskellige designs: med ben, tråd eller uden fødder og tråde. Fixtures med benene er fastgjort til spindlen ved at jamming disse poter, normalt i spindelmuffen er der en særlig pazik. Formål fod - lette keglen af \u200b\u200bkeglen fra spindlen, såvel som at forhindre drejning. Fixtures C. intern tråd Blandet i spindlen ved hjælp af en stang (skovl), som er skruet ind i kegleens ende. Brugen af \u200b\u200btrådkegler er en garanti for værktøjets berøring. Derudover vil deres anvendelse lette fjernelsen af \u200b\u200bkeglen, hvis han byttes i spindel i processen.
Der er også specielle kegler, der er udstyret med et system med forskellige huller eller riller. De er nødvendige for at levere smurtkølede væsker rettidigt.
3 bor med en konisk skaft - moderne ydeevne
Moderne koniske typer øvelser er lavet af slidstærkt kulstof eller doteret stål. Ofte producenter i fremstilling bruger yderligere termisk behandling af værktøjsdataoverfladen. Dette gør dem mere pålidelige og samtidig beskytter mod korrosion. Den koniske form af skaftet hjælper med at øge produktiviteten og forbedre kvaliteten af \u200b\u200bde oprettede huller. Takket være denne formular (konisk) er boringen let at komme ud af det materiale, der behandles.

Som regel bruges lignende øvelser til at opnå forskellige huller på metaloverflade. Du kan også anvende dem, når hullerne på plastik, douroplastik eller pladestål er påkrævet (den koniske styrede øvelse passer perfekt til det). Diameteren af \u200b\u200bskaftet eller keglen kan variere fra 6 til 12 mm. Og længden af \u200b\u200bkeglen er mulig fra 58 til 85 mm. Separate øvelser afhængigt af diameteren og dybden af \u200b\u200bdet fremtidige hul.
I på det sidste Masterne anvendes i stigende grad i arbejdet i en spiralboremaskine med en konisk skaft (GOST 10903-77). Normalt skaber de huller i forskellige detaljer. ved hjælp af stationære maskiner. Størrelsen af \u200b\u200bsådanne øvelser kan være fra 5 til 80 mm. Den koniske skaft hjælper med at øge overfladearealets overfladeareal væsentligt. Dette hjælper igen ikke kun nøjagtigheden, men øger også vedhæftningens pålidelighed.

Til dato kan spiralboremaskiner være lange, fastcarbid, specielt til behandling af lette legeringer, vanskelige til materialer, og kan også yderligere udstyres med faste legeringsplader. En sådan adskillelse af datareværktøjer giver dig mulighed for at mere præcise dem for definerede arter. arbejde. Dette vil bidrage til at forbedre ikke kun boringsprocessen, men vil også gøre det muligt at gøre alt det bedre bedre.
4 Hvordan viser et sådant borehow?
Koniske typer øvelser er mest succesfuldt til boring huller i rørene, stålplader, ikke-jernholdige metaller. De er lige så bekvemme at lave huller og i metallet, og i plastik. Anvendelse i den koniske bores arbejde sikrer, at flere operationer på én gang udføres i et pas. Dvs. når det kun udfører ét pass, udføres det straks ved scoring af sizards, centrering og trin-for-trin trommer af huller af forskellige diametre. På de koniske øvelser er der et specielt tip, der giver dig mulighed for at undgå at glide eller glide selv på sådanne overflader, der stærkt udfører.

Professionelle og amatørmestere Bemærk, at det er meget bekvemt at arbejde med sådanne øvelser. Når de bruges, behøver du ikke forskellige yderligere enheder eller yderligere centrering. Når hullet er boret almindeligt, kan under drift føre til siden, og hullet selv er ofte opnået ujævnt med "revet kanter", som derefter skal justere. Kegle skaftet skelnes af det faktum, at det under boringen går præcis, og hullet opnås ikke kun selv, men også glat.