Denne side er en guide til at producere høj kvalitet printplader(herefter benævnt PP) hurtigt og effektivt, især til professionel prototyping af PP-produktion. I modsætning til de fleste andre guider lægges der vægt på kvalitet, hastighed og minimale omkostninger til materialer.
Ved hjælp af metoderne beskrevet på denne side kan du lave en enkelt- og dobbeltsidet plade af ret god kvalitet, velegnet til overflademontering med 40-50 elementer pr. tomme stigning og 0,5 mm huldeling.
Teknikken beskrevet her er et resumé af erfaringer indsamlet gennem 20 års eksperimenter på dette område. Hvis du følger metoden beskrevet her nøjagtigt, vil du være i stand til at opnå fremragende kvalitet PP hver gang. Selvfølgelig kan du eksperimentere, men husk, at skødesløse handlinger kan føre til et betydeligt fald i kvaliteten.
Her præsenteres kun fotolitografiske metoder til dannelse af PCB-topologien - andre metoder, såsom overførsel, udskrivning på kobber osv., som ikke er egnede til hurtige og effektiv brug, tages ikke i betragtning.
Boring
Hvis du bruger FR-4 som basismateriale, skal du bruge wolframcarbid belagte bor, højhastigheds stålbor slides meget hurtigt, selvom stål kan bruges til at bore enkelthuller stor diameter(mere end 2 mm), fordi bor belagt med wolframcarbid af denne diameter er for dyre. Ved boring af huller med en diameter mindre end 1 mm er det bedre at bruge lodret maskine, ellers går dine bor hurtigt i stykker. Top-down bevægelsen er den mest optimale set ud fra belastningen på værktøjet. Hårdmetalbor er lavet med et stift skaft (dvs. boret passer nøjagtigt til hullets diameter), eller med et tykt (nogle gange kaldet "turbo") skaft, som har en standardstørrelse (normalt 3,5 mm).
Ved boring med bor med carbid belægning det er vigtigt at sikre PP'en godt, fordi Boret kan trække et stykke af brættet ud, når det bevæger sig opad.

Bor med lille diameter monteres normalt i enten en spændepatron af forskellige størrelser eller en spændepatron med tre kæber - nogle gange bruges en 3-kæberpatron den bedste mulighed. Til præcis fiksering er denne fastgørelse dog ikke egnet, og borets lille størrelse (mindre end 1 mm) laver hurtigt riller i klemmerne, hvilket giver god fiksering. Derfor for borets diameter mindre end 1 mm, er det bedre at bruge en spændepatron. For en sikkerheds skyld, køb ekstra sæt, indeholdende reservespændinger til hver størrelse. Nogle billige bor er lavet med plastikspændinger - smid dem væk og køb metal.
For at opnå acceptabel nøjagtighed er det nødvendigt at organisere ordentligt arbejdsplads, dvs. for det første at give belysning af pladen ved boring. For at gøre dette kan du bruge en 12 V halogenlampe (eller 9 V for at reducere lysstyrken) og sætte den på et stativ for at kunne vælge en position (belyse højre side). For det andet, hæve arbejdsflade ca. 6" over bordets højde for bedre visuel kontrol af processen. Det ville være en god idé at fjerne støvet (du kan bruge en almindelig støvsuger), men det er ikke nødvendigt - utilsigtet kortslutning af et støv partikel er en myte. Det skal bemærkes, at støvet fra glasfiber, der dannes under boring, er meget ætsende, og hvis det kommer på huden, forårsager det irritation. Og endelig, når du arbejder, er det meget praktisk at bruge fodkontakten af boremaskinen, især når hyppig udskiftningøvelser
Typiske hulstørrelser:
Via huller - 0,8 mm eller mindre
· Integreret kredsløb, modstande mv. - 0,8 mm.
· Store dioder (1N4001) - 1,0 mm;
· Kontaktblokke, trimmere - fra 1,2 til 1,5 mm;
Prøv at undgå huller med en diameter på mindre end 0,8 mm. Opbevar altid mindst to ekstra 0,8 mm bor som... de går altid i stykker præcis i det øjeblik, hvor du akut skal afgive en ordre. Bor på 1 mm og større er meget mere pålidelige, selvom det ville være rart at have ekstra til dem. Når du skal lave to ens brædder, kan du bore dem samtidigt for at spare tid. I dette tilfælde er det nødvendigt meget omhyggeligt at bore huller i midten af kontaktpuden nær hvert hjørne af printkortet, og for store plader - huller placeret tæt på midten. Så læg brædderne oven på hinanden og bor 0,8 mm huller i to modsatte hjørner, og brug derefter stifterne som pløkker til at fastgøre brædderne til hinanden.
skæring
Hvis du producerer PP i serie, skal du bruge guillotinesakse til skæring (de koster omkring 150 USD). Almindelige save bliver hurtigt matte, med undtagelse af hårdmetalbelagte save, og støv fra savning kan forårsage hudirritation. Saven kan ved et uheld beskadige den beskyttende film og ødelægge konduktørerne på det færdige bræt. Hvis du vil bruge guillotinesaks, skal du være meget forsigtig, når du skærer brættet, husk at bladet er meget skarpt.

Hvis du skal skære et bræt langs en kompleks kontur, så kan dette gøres enten ved at bore meget små huller og brække PP'en af langs de resulterende perforeringer, enten ved hjælp af en stiksav eller en lille hacksav, men vær forberedt på at skifte bladet ofte. I praksis kan du lave et vinklet snit med guillotinesaks, men vær meget forsigtig.
Gennem metallisering
Når du laver et dobbeltsidet bræt, er der et problem med at kombinere elementerne på oversiden af brættet. Nogle komponenter (modstand, overflade integrerede kredsløb) er meget nemmere at lodde end andre (f.eks. kondensator med stifter), så tanken opstår: lav overfladeforbindelse af kun de "lette" komponenter. Og til DIP-komponenter skal du bruge stifter, og det er at foretrække at bruge en model med en tyk stift frem for et stik.

Løft DIP-komponenten lidt over overfladen af brættet og lod et par stifter på loddesiden, og lav en lille hætte for enden. Derefter skal du lodde de nødvendige komponenter til oversiden ved hjælp af gentagen varme, og ved lodning skal du vente, indtil loddet fylder rummet omkring stiften (se figur). For plader med meget tætte komponenter skal layoutet være nøje gennemtænkt for at lette DIP-lodning. Når du er færdig med at samle brættet, skal du udføre to-vejs kvalitetskontrol af installationen.
Til gennemgangshuller anvendes hurtigmonterede forbindelsesstifter med en diameter på 0,8 mm (se figur).
![]()
Dette er det mest overkommelig måde elektrisk forbindelse. Du skal blot indsætte enden af enheden nøjagtigt i hullet hele vejen, gentag med de andre huller. Hvis du skal lave gennemplettering, for eksempel for at forbinde utilgængelige elementer, eller for DIP-komponenter (linkstifter), du skal bruge "Copperset"-systemet. . Denne opsætning er meget praktisk, men dyr ($350). Den bruger "pladestænger" (se billede), som består af en loddestav med en kobbermuffe belagt på ydersiden.Muffen har seriffer skåret med intervaller på 1,6 mm svarende til brættets tykkelse. Stangen indsættes i hullet ved hjælp af en speciel applikator. Hullet udstanses derefter med en kerne, som får den metalliserede bøsning til at skæve og også skubber bøsningen ud af hullet. Puderne er loddet på hver side af brættet for at fastgøre ærmet til puderne, derefter fjernes loddet sammen med fletningen.

Heldigvis kan dette system bruges til at plettere standard 0,8 mm huller uden at købe et komplet sæt. Som applikator kan du bruge en hvilken som helst automatisk blyant med en diameter på 0,8 mm, hvis model har en spids svarende til den på figuren, hvilket virker meget bedre end en rigtig applikator Metallisering af hullerne skal foretages inden montering , mens brættets overflade er helt flad. Hullerne skal bores med en diameter på 0,85 mm, pga efter metallisering falder deres diametre.

Bemærk, at hvis dit program tegnede puderne i samme størrelse som borestørrelsen, kan hullerne strække sig ud over dem, hvilket forårsager, at brættet ikke fungerer. Ideelt set strækker kontaktpuden sig ud over hullet med 0,5 mm.
Metallisering af huller baseret på grafit

Den anden mulighed for at opnå ledningsevne gennem huller er metallisering med grafit, efterfulgt af galvanisk aflejring af kobber. Efter boring belægges pladens overflade med en aerosolopløsning indeholdende fine partikler af grafit, som derefter presses ind i hullerne med en gummiskraber (skraber eller spatel). Du kan bruge CRAMOLIN "GRAPHITE" aerosol. Denne aerosol er meget udbredt i galvanisering og andre galvaniseringsprocesser samt i produktionen af ledende belægninger i radioelektronik. Hvis basen er et meget flygtigt stof, skal du straks ryste brættet i retningen vinkelret på planet brædder, så overskydende pasta fjernes fra hullerne, inden underlaget fordamper. Overskydende grafit fra overfladen fjernes med et opløsningsmiddel eller mekanisk ved slibning. Det skal bemærkes, at størrelsen af det resulterende hul kan være 0,2 mm mindre end den oprindelige diameter. Tilstoppede huller kan renses med en nål eller andet. Ud over aerosoler kan der anvendes kolloide opløsninger af grafit. Ved siden af ledende cylindriske overflader huller, aflejres kobber.

Den galvaniske aflejringsprocessen er veletableret og bredt beskrevet i litteraturen. Installationen til denne operation er en beholder fyldt med en elektrolytopløsning (mættet opløsning af Cu 2 SO 4 + 10% opløsning af H 2 SO 4), hvori kobberelektroder og emnet sænkes. Der skabes en potentialforskel mellem elektroderne og emnet, som bør give en strømtæthed på højst 3 ampere pr. kvadratdecimeter af emnets overflade. Høj strømtæthed gør det muligt at opnå høje kobberaflejringshastigheder. Så for at afsætte på et emne, der er 1,5 mm tykt, er det nødvendigt at afsætte op til 25 mikron kobber; ved denne tæthed tager denne proces lidt over en halv time. For at intensivere processen kan der tilsættes forskellige tilsætningsstoffer til elektrolytopløsningen, og væsken kan udsættes for mekanisk omrøring, boronering osv. Hvis kobber påføres ujævnt på overfladen, kan emnet slibes. Grafitmetalliseringsprocessen bruges normalt i subtraktiv teknologi, dvs. før du påfører fotoresist.
Enhver pasta, der er tilbage før påføring af kobber, reducerer hullets frie volumen og giver hullet en uregelmæssig form, hvilket komplicerer yderligere installation af komponenter. En mere pålidelig metode til at fjerne resterende ledende pasta er at støvsuge eller blæse med overtryk.
Dannelse af en fotomaske
Du skal producere en positiv (dvs. sort = kobber) gennemskinnelig fotomaskefilm. Du vil aldrig lave en rigtig god PP uden en kvalitetsfotoskabelon, så denne operation er af stor betydning. Det er meget vigtigt at få en klar ogekstremt uigennemsigtigPCB topologi billede.
I dag og i fremtiden vil der blive dannet en fotomaske vha computerprogrammer familier eller grafikpakker, der er egnede til dette formål. I dette arbejde vil vi ikke diskutere fordelene ved softwaren, vi vil kun sige, at du kan bruge alle softwareprodukter, men det er absolut nødvendigt, at programmet udskriver hullerne placeret i midten af kontaktpuden, som bruges som markører under den efterfølgende boreoperation. Det er næsten umuligt at bore huller manuelt uden disse retningslinjer. Hvis du vil bruge CAD generelle formål eller grafikpakker, skal du i programindstillingerne angive kontaktpuderne enten som et objekt, der indeholder et sort udfyldt område med en hvid koncentrisk cirkel med mindre diameter på overfladen, eller som en uudfyldt cirkel, der tidligere har indstillet en større linjetykkelse (dvs. , en sort ring).
Når vi har bestemt placeringen af puderne og linjetyperne, sætter vi de anbefalede minimumsdimensioner:
- borediameter - (1 mil = 1/1000 tomme) 0,8 mm Du kan lave et printkort med en mindre diameter på gennemgående huller, men det vil være meget vanskeligere.
- Puder til normale komponenter og DIL LCS: 65 mil runde eller firkantede puder med 0,8 mm huldiameter.
- linjebredde - 12,5 mils, hvis du har brug for det, kan du få 10 mils.
- afstanden mellem centrene på sporene med en bredde på 12,5 mils er 25 mils (muligvis lidt mindre, hvis printermodellen tillader det).

Det er nødvendigt at sørge for den korrekte diagonale forbindelse af sporene ved hjørneskæringer(gitter - 25 mil, sporvidde - 12,5 mil).
Fotomasken skal udskrives på en sådan måde, at den side, som blækket påføres på, ved eksponering vendes mod printets overflade, for at sikre et minimum mellem billedet og printkortet. I praksis betyder det, at oversiden af et dobbeltsidet printkort skal udskrives som et spejlbillede.
Kvaliteten af en fotomaske er meget afhængig af både outputenheden og fotomaskematerialet, samt faktorer, som vi vil diskutere nedenfor.
Fotomaske materiale
Vi taler ikke om at bruge en fotomaske med medium gennemsigtighed - da en gennemskinnelig stråling vil være nok til ultraviolet stråling, er dette ikke signifikant, fordi For mindre gennemsigtigt materiale øges eksponeringstiden en del. Linjelæsbarhed, sorte områders uigennemsigtighed og tørrehastighed for toner/blæk er meget vigtigere. Mulige alternativer ved udskrivning af en fotomaske:
Transparent acetatfilm (OHP)- kan virke som det mest oplagte alternativ, men denne udskiftning kan være dyr. Materialet har tendens til at bøje eller forvrænge, når det opvarmes af laserprinteren, og toneren/blækket kan revne og let falde af. IKKE ANBEFALET
Polyester tegnefilm- god, men dyr, fremragende dimensionsstabilitet. Den ru overflade holder godt på blæk eller toner. Ved brug af laserprinter er det nødvendigt at tage tyk film, fordi... Når den opvarmes, er den tynde film modtagelig for vridning. Men selv tyk film kan blive deformeret under indflydelse af nogle printere. Ikke anbefalet, men mulig at bruge.
Kalkerpapir. Tag den maksimale tykkelse du kan finde - mindst 90 gram per kvadratmeter. meter (hvis du tager en tyndere, kan den blive skæv), 120 gram pr. en meter ville være endnu bedre, men det er sværere at finde. Det er billigt og kan fås på kontorer uden større besvær. Kalkerpapir har god permeabilitet over for ultraviolet stråling og er tæt på at trække film i sin evne til at holde blæk, og endda overlegen i forhold til dets egenskaber ved ikke at blive forvrænget ved opvarmning.
Output enhed
Penplottere- omhyggelig og langsom. Du skal bruge dyr polyester tegnefilm (kalkerpapir er ikke egnet, da blækket påføres i enkelte linjer) og specialblæk. Pennen skal rengøres med jævne mellemrum, fordi... det bliver nemt tilstoppet. IKKE ANBEFALET.
Inkjet printere - hovedproblemet opnå den nødvendige opacitet ved brug. Disse printere er så billige, at de bestemt er et forsøg værd, men deres printkvalitet kan ikke sammenlignes med kvaliteten af laserprintere. Du kan også prøve at udskrive på papir først og derefter bruge en god kopimaskine til at overføre billedet til kalkerpapir.
Sættere- for bedre kvalitet af fotoskabelonen skal du oprette Postscript eller PDF-fil og videresendes til DTP eller kompositor. En fotomaske lavet på denne måde vil have en opløsning på mindst 2400DPI, absolut opacitet af sorte områder og perfekt billedskarphed. Prisen oplyses normalt pr. side, ikke medregnet det anvendte areal, dvs. Hvis du kan lave flere kopier af PP'en eller have begge sider af PP'en på én side, sparer du penge. På sådanne enheder kan du også lave et stort bord, hvis format ikke understøttes af din printer.
Laser printere- giver nemt den bedste opløsning, er overkommelige og hurtige. Den anvendte printer skal have en opløsning på mindst 600dpi for alle PCB'er, pga vi skal lave 40 striber pr. tomme. 300DPI vil ikke være i stand til at dividere en tomme med 40, i modsætning til 600DPI.
Det er også vigtigt at bemærke, at printeren producerer gode sorte udskrifter uden tonerpletter. Hvis du planlægger at købe en printer til at lave PCB'er, skal du først teste denne model på et almindeligt ark papir. Selv de bedste laserprintere dækker muligvis ikke store områder fuldstændigt, men det er ikke et problem, så længe der udskrives fine linjer.
Ved brug af kalkerpapir eller tegnefilm er det nødvendigt at have en manual til ilægning af papir i printeren og at udskifte filmen korrekt for at undgå fastklemning af udstyret. Husk, at når du producerer små PCB'er, for at spare film eller kalkerpapir, kan du skære arkene i halve eller til det ønskede format (klip f.eks. A4 for at få A5).
Nogle laserprintere udskriver med dårlig nøjagtighed, men da enhver fejl er lineær, kan den kompenseres for ved at skalere dataene ved udskrivning.
Fotoresist
Det er bedst at bruge FR4 glasfiberlaminat, der allerede er belagt med filmresist. Ellers skal du selv belægge emnet. Du behøver ikke et mørkt rum eller dæmpet belysning, undgå blot direkte sollys, minimer overskydende lys og udvikle sig umiddelbart efter UV-eksponering.
Sjældent anvendes flydende fotoresists, som sprøjteføres og copper kobberet med en tynd film. Jeg vil ikke anbefale at bruge dem, medmindre du har betingelserne for at producere en meget ren overflade eller ønsker et print med lav opløsning.
Udstilling
Den fotoresistbelagte plade skal bestråles med ultraviolet lys gennem en fotomaske ved hjælp af en UV-maskine.
Ved eksponering kan du bruge almindelige lysstofrør og UV-kameraer. For en lille PP - to eller fire 8-watt 12" lamper vil være nok; for store (A3) er det ideelt at bruge fire 15" 15-watt lamper. For at bestemme afstanden fra glasset til eksponeringslampen skal du placere et ark kalkerpapir på glasset og justere afstanden for at opnå det ønskede belysningsniveau på papirets overflade. De UV-lamper, du skal bruge, sælges enten som reservedel til installationer, der bruges i medicin, eller som "sort lys"-lamper til belysning af diskoteker. De er farvet hvide eller nogle gange sort/blå og lyser med et lilla lys, der gør papiret fluorescerende (det lyser klart). BRUG IKKE kortbølgede UV-lamper, der ligner EPROM eller bakteriedræbende lamper der har rent glas. De udsender kortbølget UV-stråling, som kan forårsage skader på hud og øjne, og er ikke egnet til PCB-produktion.

Eksponeringsinstallationen kan udstyres med en timer, der viser varigheden af eksponeringen for stråling på PP; grænsen for dens måling skal være fra 2 til 10 minutter i intervaller på 30 s. Det ville være en god idé at forsyne timeren med et lydsignal, der angiver slutningen af eksponeringstiden. Det ville være ideelt at bruge en mekanisk eller elektronisk mikrobølgetimer.
Du bliver nødt til at eksperimentere for at finde den rigtige eksponeringstid. Prøv at eksponere hvert 30. sekund, start ved 20 sekunder og slutter ved 10 minutter. Vis softwaren og sammenlign de modtagne tilladelser. Bemærk, at overeksponering giver et bedre billede end undereksponering.
Så for at eksponere en enkeltsidet PP skal du vende fotomasken med den trykte side opad på installationsglasset, fjerne beskyttelsesfilmen og placere PP'en med den følsomme side nedad oven på fotomasken. PP'en skal presses mod glasset for at opnå mindste frigang Til bedre opløsning. Dette kan opnås enten ved at lægge en vis vægt på overfladen af PP'en, eller ved at montere et hængslet dæksel med en gummitætning på UV-installationen, som presser PP'en til glasset. I nogle installationer, for bedre kontakt, fikseres PP ved at skabe et vakuum under låget ved hjælp af en lille vakuumpumpe.
Når du eksponerer et dobbeltsidet bord, påføres siden af fotomasken med toner (grovere) normalt på loddesiden af printkortet og spejlet til den modsatte side (hvor komponenterne skal placeres). Ved at placere fotoskabelonerne med den trykte side mod hinanden og justere dem, skal du kontrollere, at alle områder af filmen matcher. Til dette er det praktisk at bruge et baggrundsbelyst bord, men det kan erstattes med almindeligt dagslys, hvis du kombinerer fotomasker på vinduets overflade. Hvis koordinatnøjagtigheden er gået tabt under udskrivning, kan dette resultere i, at billedet ikke er justeret med hullerne; Prøv at justere filmene efter den gennemsnitlige fejlværdi, og sørg for, at gennemgangene ikke strækker sig ud over kanterne af puderne. Når fotomaskerne er forbundet og korrekt justeret, fastgør du dem til overfladen af printkortet med tape to steder på modsatte sider af arket (hvis brættet er stort, så på 3 sider) i en afstand af 10 mm fra kanten af arket. tallerkenen. Det er vigtigt at efterlade et hul mellem hæfteklammerne og kanten af papiret, fordi... dette vil forhindre beskadigelse af kanten af billedet. Brug den mindste størrelse papirclips du kan finde, så tykkelsen af papirclipsen ikke er meget tykkere end PP.
Udsæt hver side af PP'en på skift. Efter bestråling af PCB'et vil du være i stand til at se topologibilledet på fotoresistfilmen.
Endelig kan det bemærkes, at kort eksponering for stråling på øjnene ikke forårsager skade, men en person kan føle ubehag, især ved brug af kraftige lamper. Det er bedre at bruge glas frem for plast til monteringsrammen, fordi... den er mere stiv og mindre modtagelig for revner ved kontakt.
Du kan kombinere UV-lamper og hvide lysrør. Hvis du har mange ordrer på produktion af dobbeltsidede plader, så ville det være billigere at købe en dobbeltsidet eksponeringsenhed, hvor PCB'erne placeres mellem to lyskilder, og begge sider af PCB'et udsættes for stråling. på samme tid.
Manifestation
Det vigtigste at sige om denne operation er BRUG IKKE NATRIUMHYDROXID, når du fremkalder fotoresist. Dette stof er fuldstændig uegnet til manifestation af PP - ud over opløsningens kausticitet omfatter dets ulemper stærk følsomhed over for ændringer i temperatur og koncentration samt ustabilitet. Dette stof er for svagt til at fremkalde hele billedet og for stærkt til at opløse fotoresisten. De der. Det er umuligt at opnå et acceptabelt resultat ved hjælp af denne løsning, især hvis du opretter dit laboratorium i et rum med hyppige temperaturændringer (garage, skur osv.).
Meget bedre som udvikler er en opløsning lavet på basis af kiselsyreester, som sælges i form af et flydende koncentrat. Dens kemiske sammensætning er Na 2 SiO 3 * 5H 2 O. Dette stof har et stort antal fordele. Det vigtigste er, at det er meget svært at overeksponere PP i det. Du kan forlade PP i en ikke-fast tid. Det betyder også, at den næsten ikke ændrer sine egenskaber på grund af temperaturændringer – der er ingen risiko for nedbrydning i takt med at temperaturen stiger. Denne opløsning har også en meget lang holdbarhed, og dens koncentration forbliver konstant i mindst et par år.
Fraværet af problemet med overeksponering i løsningen vil give dig mulighed for at øge dens koncentration for at reducere tiden til udvikling af PP. Det anbefales at blande 1 del af koncentratet med 180 dele vand, dvs. 200 ml vand indeholder godt 1,7 gram. silikat, men det er muligt at lave en mere koncentreret blanding, så billedet fremstår om ca. 5 sek. uden risiko for overfladeødelæggelse under overeksponering; hvis det er umuligt at købe natriumsilikat, kan du bruge natriumcarbonat eller kaliumcarbonat (Na 2 CO 3).
Du kan styre udviklingsprocessen ved at nedsænke PP'en i ferrichlorid i meget kort tid - kobberet vil straks falme, men formen på billedlinjerne kan ses. Hvis der er blanke områder tilbage, eller mellemrummene mellem linjerne er slørede, skal du skylle brættet og lægge det i blød i fremkalderopløsningen i et par sekunder mere. Undereksponeret PP kan forblive på overfladen tyndt lag resist ikke fjernet med opløsningsmiddel. For at fjerne resterende film skal du forsigtigt tørre PP'en af. køkkenrulle, hvis ruhed er tilstrækkelig til at fjerne fotoresisten uden at beskadige lederne.
Du kan bruge enten et fotolitografisk fremkalderbad eller en lodret fremkaldertank - badet er praktisk, fordi det giver dig mulighed for at styre udviklingsprocessen uden at fjerne PP fra opløsningen. Du behøver ikke opvarmede bade eller tanke, hvis opløsningstemperaturen holdes på mindst 15 grader.
En anden opskrift på en udviklingsopløsning: Tag 200 ml "flydende glas", tilsæt 800 ml destilleret vand og omrør. Tilsæt derefter 400 g natriumhydroxid til denne blanding.
Forholdsregler: Håndter aldrig fast natriumhydroxid med hænderne; brug handsker. Når natriumhydroxid opløses i vand, frigives en stor mængde varme, så det skal opløses i små portioner. Hvis opløsningen bliver for varm, lad den køle af, før du tilføjer endnu en portion pulver. Løsningen er meget ætsende, og derfor er det nødvendigt at bære sikkerhedsbriller, når du arbejder med den. Flydende glas også kendt som "natriumsilikatopløsning" og "æggekonservering". Det bruges til at rense afløbsrør og sælges i enhver byggemarked. Denne opløsning kan ikke fremstilles ved blot at opløse fast natriumsilicat. Den ovenfor beskrevne udviklingsopløsning har samme intensitet som koncentratet, og derfor skal den fortyndes - 4-8 dele vand til 1 del koncentrat, afhængig af den anvendte resist og temperatur.
Ætsning
Typisk anvendes ferrichlorid som et ætsemiddel. Det er meget skadeligt stof, men det er nemt at skaffe og meget billigere end de fleste analoger. Jernklorid vil ætse ethvert metal, inklusive rustfrit stål, så når du installerer bejdseudstyr, skal du bruge et plastik- eller keramisk overløb med plastskruer og -skruer, og når du fastgør materialer med bolte, skal deres hoveder have en silikonegummitætning. Hvis du har metalrør, så beskyt dem med plastik (når du installerer et nyt afløb, vil det være ideelt at bruge varmebestandig plast). Fordampning af opløsningen forekommer normalt ikke meget intenst, men når badene eller tanken ikke er i brug, er det bedre at dække dem.
Det anbefales at bruge ferrichloridhexahydrat, som er gul i farven og sælges i pulver- eller granulatform. For at opnå en opløsning skal de hældes varmt vand og rør til det er helt opløst. Produktionen kan forbedres væsentligt ud fra et miljømæssigt synspunkt ved at tilsætte en teskefuld bordsalt til opløsningen. Nogle gange findes dehydreret ferrichlorid, som fremstår som brungrønt granulat. Undgå at bruge dette stof, hvis det er muligt. Det kan kun bruges som sidste udvej, fordi... når det opløses i vand, frigiver det en stor mængde varme. Hvis du stadig beslutter dig for at lave en ætseopløsning af det, skal du under ingen omstændigheder fylde pulveret med vand. Granulatet skal tilsættes meget forsigtigt og gradvist til vandet. Hvis den resulterende ferrichloridopløsning ikke ætser resisten fuldstændigt, så prøv at tilføje en lille mængde af saltsyre og lad det stå i 1-2 dage.
Alle manipulationer med opløsninger skal udføres meget omhyggeligt. Sprøjtning af begge typer ætsemidler bør ikke tillades, pga blanding af dem kan forårsage en lille eksplosion, hvilket får væsken til at sprøjte ud af beholderen og muligvis komme i dine øjne eller på dit tøj, hvilket er farligt. Bær derfor handsker og sikkerhedsbriller, mens du arbejder, og vask straks spild af, der kommer i kontakt med din hud.
Hvis du producerer PCB på et professionelt grundlag, hvor tid er penge, kan du bruge opvarmede bejdsetanke til at fremskynde processen. Med frisk varm FeCl vil PP være fuldstændig ætset på 5 minutter ved en opløsningstemperatur på 30-50 grader. I dette tilfælde viser det sig bedste kvalitet kanter og mere ensartet bredde af billedlinjer. I stedet for at bruge opvarmede bade kan du placere bejdsebakken i en beholder større størrelse fyldt med varmt vand.
Hvis du ikke bruger en beholder med luft til at koge opløsningen, skal du med jævne mellemrum flytte brættet for at sikre ensartet ætsning.
Fortinning
Tin påføres overfladen af printkortet for at lette lodningen. Metalliseringsoperationen består i at afsætte et tyndt lag tin (ikke mere end 2 mikron) på overfladen af kobber.
Overfladeforberedelse af PP er et meget vigtigt trin, før metallisering begynder. Først og fremmest skal du fjerne enhver resterende fotoresist, som du kan bruge specielle rengøringsmidler til. Den mest almindelige løsning til at fjerne resist er en tre procent opløsning af KOH eller NaOH, opvarmet til 40 - 50 grader. Pladen nedsænkes i denne opløsning, og efter nogen tid skaller fotoresisten af fra kobberoverfladen. Efter filtrering kan opløsningen genbruges. En anden opskrift er at bruge methanol (methylalkohol). Rengøring udføres på følgende måde: Hold PCB'en (vasket og tørret) vandret, drop et par dråber methanol på overfladen, og prøv derefter at sprede dråber alkohol ud over hele overfladen ved at vippe pladen en smule. Vent cirka 10 sekunder, og tør pladen af med en serviet; hvis resisten forbliver, gentag operationen igen. Skrub derefter overfladen af PCB'et med en tråduld (hvilket giver et meget bedre resultat end sandpapir eller slibende ruller), indtil du opnår en skinnende overflade, tør af med en klud for at fjerne eventuelle partikler efterladt af ulden, og anbring straks bord i fortinningsløsningen. Rør ikke overfladen af pladen med fingrene efter rengøring. Under loddeprocessen kan tinnet blive fugtet af det smeltede loddemateriale. Lodning er bedre bløde lodninger med syrefri flusmidler. Det skal bemærkes, at hvis der er et vist tidsrum mellem teknologiske operationer, så skal pladen udvælges for at fjerne det dannede kobberoxid: 2-3 s i en 5% opløsning af saltsyre, efterfulgt af skylning i rindende vand . Det er ganske enkelt at udføre kemisk fortinning, til dette er pladen nedsænket i en vandig opløsning indeholdende tinchlorid. Frigivelsen af tin på overfladen af en kobberbelægning sker, når den nedsænkes i en tinsaltopløsning, hvori kobberets potentiale er mere elektronegativt end belægningsmaterialet. En ændring i potentialet i den ønskede retning lettes ved at indføre et kompleksdannende additiv i tinsaltopløsningen - thiocarbamid (thiourea), et alkalimetalcyanid. Denne type opløsning har følgende sammensætning (g/l):
| 1 | 2 | 3 | 4 | 5 | |
| Tinchlorid SnCl2 *2H2O | 5.5 | 5-8 | 4 | 20 | 10 |
| Thiocarbamid CS(NH 2) 2 | 50 | 35-50 | - | - | - |
| Svovlsyre H 2 SO 4 | - | 30-40 | - | - | - |
| KCN | - | - | 50 | - | - |
| Vinsyre C 4 H 6 O 6 | 35 | - | - | - | - |
| NaOH | - | 6 | - | - | - |
| Natriummælkesyre | - | - | - | 200 | - |
| Aluminiumammoniumsulfat (aluminiumammoniumalun) | - | - | - | - | 300 |
| Temperatur, C o | 60-70 | 50-60 | 18-25 | 18-25 | 18-25 |
Blandt ovenstående er løsning 1 og 2 de mest almindelige. Opmærksomhed! Løsningsbaseret kaliumcyanid ekstremt giftig!
Nogle gange foreslås det at bruge som et overfladeaktivt middel til 1 opløsning vaskepulver"Progress" i mængden af 1 ml/l. Tilsætning af 2-3 g/l bismuthnitrat til opløsning 2 fører til aflejring af en legering indeholdende op til 1,5 % bismuth, hvilket forbedrer belægningens loddeevne og bevarer den i flere måneder. For at bevare overfladen anvendes aerosolspray baseret på flusssammensætninger. Efter tørring danner lakken på overfladen af emnet en stærk, glat film, der forhindrer oxidation. Et af de populære sådanne stoffer er "SOLDERLAC" fra Cramolin. Efterfølgende lodning foregår direkte på den behandlede overflade uden yderligere lakfjernelse. I særligt kritiske tilfælde af lodning kan lakken fjernes med en alkoholopløsning.
Kunstige fortinningsopløsninger forringes over tid, især når de udsættes for luft. Derfor, hvis du ikke regelmæssigt har store ordrer, så prøv at forberede en lille mængde opløsning på én gang, tilstrækkelig til fortinning påkrævet mængde PP, opbevar den resterende opløsning i en lukket beholder (det er ideelt at bruge en af de flasker, der bruges til fotografering, der ikke tillader luft at passere igennem). Det er også nødvendigt at beskytte opløsningen mod forurening, hvilket i høj grad kan forringe stoffets kvalitet. Rengør og tør emnet grundigt før hver teknologisk operation. Du bør have en speciel bakke og tang til dette formål. Værktøj skal også rengøres grundigt efter brug.
Den mest populære og enkle smelte til fortinning er en lavtsmeltende legering - "Rose" (tin - 25%, bly - 25%, bismuth - 50%), hvis smeltepunkt er 130 C o. Brug en tang til at placere pladen under niveauet af den flydende smelte i 5-10 s, og efter at have fjernet den, kontroller, om alle kobberoverflader er jævnt dækket. Om nødvendigt gentages operationen. Umiddelbart efter at pladen er fjernet fra smelten, fjernes den enten ved hjælp af en gummiskraber eller ved skarp rystning i en retning vinkelret på pladens plan, mens den holdes i klemmen. En anden måde at fjerne resterende rosenlegering på er at opvarme den i en opvarmningsovn og ryste den. Operationen kan gentages for at opnå en mono-tykkelse belægning. For at forhindre oxidation af den varme smelte tilsættes nitroglycerin til opløsningen, så dens niveau dækker smelten med 10 mm. Efter operationen vaskes pladen fra glycerin i rindende vand.
Opmærksomhed! Disse operationer involverer arbejde med installationer og materialer udsat for høje temperaturer, så for at forhindre forbrændinger er det nødvendigt at bruge beskyttelseshandsker, beskyttelsesbriller og forklæder. Operationen af fortinning med en tin-bly-legering forløber på samme måde, men mere varme smelte begrænser anvendelsesområdet denne metode i forhold til håndværksmæssig produktion.
En installation bestående af tre beholdere: et opvarmet bejdsebad, et boblebad og en fremkalderbakke. Som et garanteret minimum: et ætsebad og en beholder til skyllebrædder. Fotografiske bade kan bruges til fremkaldelse og fortinningsbrædder.
- Sæt med fortinningsbakker i forskellige størrelser
- Guillotine til PP eller små guillotinesakse.
- Boremaskine, med fodpedal.
Hvis du ikke kan få et vaskebad, kan du bruge en håndholdt sprinkler til at vaske brædderne (for eksempel til vanding af blomster).
OK, det hele er forbi nu. Vi ønsker, at du med succes mestrer denne teknik og får fremragende resultater hver gang.
Laserstrygeteknologi (forkortet LUT) er en enkel og almindelig metode til at tegne og fremstille printplader i hjemmet. Denne metode er tilgængelig og gavnlig for både begyndere radioamatører og erfarne håndværkere af din virksomhed. Fordelene ved denne metode er lave omkostninger til materialer, tilgængelighed og nem at gøre det selv.
Produktion af stencils til printplader
Først skal du lægge sporene ud i specielle programmer til ruteføring og tegnebrætter. Der er mange programmer til dette formål, for eksempel Sprint Layout, Pcad, Eagle og Deep Trace. Efter at have dirigeret sporene på kortet, bør du udskrive kredsløbet, og sørg for at deaktivere tonerbesparelse.
I nogle tilfælde er det nødvendigt at udskrive et billede i spejlbillede, så stifterne på brættet matcher pin-out af dele, for eksempel mikrokredsløb i smd version. For nemheds skyld skal du oprette en kontur af brættet, så det efter ætsning er lettere at behandle brættets kanter, hvilket giver dem et æstetisk udseende. Så bør du fjerne unødvendige lag til ætsning eller indstille to lag til spor og silketryk i indstillingerne. For pålidelighed kan du udskrive flere prøver for mulige mislykkede forsøg. Du kan bruge ethvert blankt papir til udskrivning.
Se en detaljeret video om at lave et printkort med dine egne hænder (LUT Technology)
Overførsel af tegningen til tavlen
Så skal du bruge et strygejern, sandpapir, et træskærebræt og et bad med sæbevand. Det er nødvendigt at forberede et stykke tekstolit eller getinax egnet til brættet, samt sandpapir medium korn. Dernæst skal du forsigtigt fjerne støv og snavs, vedhæfte et stykke med et print af brættet, så mønsteret er i midten af emnet. Pak den derefter tæt ind og læg den på træplade, læg et varmt strygejern ovenpå. Tonerbagetemperaturen er omkring 100-180 grader. Derfor bør strygejernets temperatur indledningsvis indstilles eksperimentelt, såvel som varigheden af eksponeringen for emnet.
Læs også: Hvordan vælger man en havekværn?
Efter denne proces skal brættet nedsænkes i et vandbad med tilsætning af noget sæbeopløsning eller opvaskemiddel. Du bør vente til papiret er blødt, 10 minutter er nok. Så skal du forsigtigt rive den af. Hvis der er dårligt udskrevne områder, kan du rette dem med en vandafvisende tusch.
Bordætsning
Der findes mange løsninger til ætseplader, men i denne artikel bruges en opløsning af brintoverilte med citronsyre til ætsning. Du bør sænke brættet ned i opløsningen og se ætsningsreaktionen; nogle gange er reaktionen så hurtig og voldsom, at du kan mærke varmen fra brættet ved slutningen af processen. Efter at have ætset brættet, kan du se resultatet - de områder, der ikke var dækket med toner, blev fjernet fra kobberlaget, hvilket kun efterlod de spor og symboler, der er under tonerlaget. Dernæst skal du bruge opløsningsmiddel 646 og en klud, for eksempel en engangsserviet eller støvklud. Det er nødvendigt at fugte en klud let i opløsningsmidlet og tørre toneren fra overfladen af emnet.

Fortinning af emnet
Næste etape proces - fortinning af spor. Til dette emne blev Roses legering brugt, i modsætning til Woods legering har den ikke cadmium og er derfor ikke så giftig. Fordelen ved denne fortinningsmetode frem for andre er nøjagtighed og æstetisk tiltalende Produkter. Da Rose-legeringen smelter ved en temperatur på +94 grader, bruges flydende glycerin til at øge kogepunktet, som kan købes på ethvert apotek for øre. Du skal også tilføje en teskefuld citronsyre - det fungerer som en slags flusmiddel. Du skal også bruge to spisepinde i træ; dem, der serveres til kinesisk mad, er velegnede. En speciel vatpind lavet af stofmateriale er placeret på enden af en pind. Det er også tilrådeligt at købe en gummispatel små størrelser for eksempel fra en autobutik.
Læs også: Hydraulisk akkumulator til vandforsyning: typer, tips om, hvordan man vælger. DIY hydraulisk akkumulator
 Så du skal hælde lidt vand i en metalkop, så der er nok til at dække hele brættet, plus 3-4 centimeter vand på toppen, tilsæt cirka en teskefuld glycerin, nogle gange kan der være brug for mere - du skal at installere det eksperimentelt. Tilføj derefter Citronsyre, og send derefter gebyret. Dernæst skal du vente på, at opløsningen koger, og hold derefter emnet med en pind med en hård kant, og tilsæt et granulat af Rose-legering.
Så du skal hælde lidt vand i en metalkop, så der er nok til at dække hele brættet, plus 3-4 centimeter vand på toppen, tilsæt cirka en teskefuld glycerin, nogle gange kan der være brug for mere - du skal at installere det eksperimentelt. Tilføj derefter Citronsyre, og send derefter gebyret. Dernæst skal du vente på, at opløsningen koger, og hold derefter emnet med en pind med en hård kant, og tilsæt et granulat af Rose-legering.
Efter at legeringen er blevet flydende, i form af en let dråbe, svarende til kviksølv, bør du flytte denne dråbe med en blød vatpind over overfladen af brættet, uden pludselige bevægelser. Det er vigtigt at sikre, at legeringen dækker alle områder af arbejdsemnet, der er forberedt til fortinning. Du kan tage den ud og kontrollere visuelt for at sikre, at de enkelte områder ikke er fortinnet. Gentag om nødvendigt proceduren ved at smide et andet legeringsgranulat i. Efter fortinning af brættet skal du tage en gummispatel ud og holde brættet med en pind og fjerne overskydende metal på overfladen af emnet direkte i kogende vand og køre spatelen hen over det. Resterne af Rose-legeringen kan opsamles i det samme kogende vand til én stor dråbe og bruges næste gang. Arbejdsemnet skal vaskes med rindende vand og tørres.
Da jeg har været involveret i amatørradio i mange år, lavede jeg printkort forskellige veje. Jeg malede med lak (husk de gange), med en fræser (enkle printplader) osv. For nylig er metoden "Laserprinter og jern" til at overføre et design til foliefiber blevet populær. Ved forskellige anbefalinger og artikler på internettet, testede jeg næsten alle de materialer, der blev anbefalet. Tyndt poleret papir fra magasiner, fotopapir, faxpapir, bagbeklædning fra selvklæbende film og endda papir til termisk overførsel til stof. Jeg lyver, jeg har ikke testet fødevaregodkendt aluminiumsfolie.
Ikke en eneste metode tilfredsstillede mig, fordi resultatet ikke var stabilt (det kunne have virket første gang, det kunne kun være sket tredje eller femte gang). De bedste resultater blev opnået på fotopapir. Det er værre på en faxmaskine og på ark med magasiner, og desuden, efter at have "rullet" det med et strygejern, skulle det lægges i blød. Det tager ikke meget tid, men alligevel (10 minutter i gennemsnit). Det fungerede fint på papir til termisk overførsel til stof, men for at fjerne bagsiden skal man bruge isopropylalkohol, og man skulle også indstille temperaturen på strygejernet meget præcist. En lille fejl - det hele er spild. På selvklæbende filmsubstrater faldt toneren af den polerede overflade under udskrivning (jeg ved ikke, hvilken slags lort de er dækket med)
Alt færdigt med introduktionen - lad os komme i gang...
Mærkeligt nok, lad os vende tilbage til bagsiden af selvklæbende film (selvklæbende tapet). Grundlæggende er teknologien stort set identisk med det, der tidligere er beskrevet i forskellige kilder. Det handler om materialet
Hvad vi har brug for:
1. Folie tekstolit (en- eller tosidet efter behov)
2. Laserprinter (jeg har en HP1020 derhjemme)
3. Jern - evt
4. Silit-Banks - til rengøring af pladens overflade
5. Jernchlorid til ætsning af pladen (jeg har ikke testet det med andre forbindelser som "kobbersulfat-salt" osv.)
6. Tynde bor til boring (dette er forståeligt)
7. SELVKLÆBENDE FILM
Lad os se nærmere på punkt 7.
Vi går i basaren eller i en butik, hvor de sælger tapet og leder efter billig kinesisk film. Hvis man ser på underlaget, som filmen ligger på, kan man se et maskemønster med bogstaver, tegninger og tal (hvert mærke er forskelligt). Så vi er interesserede i film med store tal på underlaget 333
.VI ER INTERESSERET I HUN OG KUN HUN. Vi har en rulle på 10 meter, 50 cm bred. Den koster 100 rubler. Der er også 777, 555, 556 osv. men vi har ikke brug for det.
Her er et billede af opbakningen
Så næsten som altid. Vi skærer ud (alt efter hvad der er mere praktisk for dig, og hvad der er mere bekvemt) et stykke tekstolit i den nødvendige størrelse med en margen på 1 cm på hver kant. Disse steder kan du så bore huller for at justere de to lag (hvis du laver et dobbeltsidet bræt) Rens brættet for snavs. Jeg gnider ikke med "nul sandpapir", men bruger Silit-Banks (se tv-reklamer). Hæld lidt Silite på overfladen af brættet og vent. Hvis overfladen ikke er meget snavset og ikke stærkt oxideret, så er 1 minut nok. Tavlen bliver ren og lyserød for vores øjne. Hvis din er meget snavset, så vent længere eller gentag proceduren flere gange. Vi skyller brættet med vand og tager det til tørre. Tag ikke overfladen af brættet, hvor vi vil overføre tegningen med fingrene, men hvis du gør det, så er der ikke noget forfærdeligt, bare tør det af med en vatpind vædet i acetone før du overfører det
"Komet" er også god til rengøring (se tv-reklamer), men i pulverform.
Her er den forberedte tavle

Mens pladen tørrer, printer vi designet. Jeg tegner og printer ved hjælp af SprintLayout 4.0. Alle har deres egne præferencer. Brug det du bedst kan lide.
Klip et stykke film ud (riv ikke selve filmen af endnu) til den ønskede størrelse. Da bagsiden er meget tynd efter at have pillet filmen af, vil printeren tygge den. Tro mig - det vil det. Derfor klistrer vi det på et ark almindeligt kontorpapir. Det skal limes, så der efter fjernelse af filmen forbliver en poleret overflade af bagsiden på toppen.Jeg bruger et par dråber Momentlim i hjørnerne af bagsiden og i midten af langsiderne.

Vi har alt klar til tryk. Vi skræller filmen af.
Vi sætter "sandwichen" i printeren og udskriver. I printerindstillingerne, glem ikke at indstille den maksimale toner. Forstår du, hvad jeg taler om.
Udskrevet? Lad os se, hvordan vi gør med tegningen. Det var på denne type film, eller rettere sagt substrat 333, at min toner holdt op med at falde af, men på andre faldt den af - kære mor...
Tænd for strygejernet (hvis du ikke har tændt det før) Du kan tjekke temperaturen på denne måde. Vi printer på almindeligt papir, lægger tonersiden opad på et omvendt strygejern og kigger. Toneren er skinnende - alt er fint, temperaturen er nok til at smelte.
Jeg justerede det slet ikke, jeg satte det bare til maksimum, og det er det.
Vi satte krydsfiner (10 mm) på bordet, derefter en unødvendig bog eller et magasin lavet af avispapir (husk, der var sådanne ting) på bogen brættet med folien opad
Lav en tampon af en bandage eller en tynd ren klud. Du kan se det på billedet til højre.
VI LÆGGER IKKE en bagside med mønster - uanset hvad.
Dæk dette med et stykke A4 kontorpapir og placer strygejernet. Hvis brættet er større end overfladen af jernsålen, så stryg brættet 30-40 sekunder er nok til at brættet kan varmes op.

Dæk dette igen med et stykke A4 kontorpapir og læg strygejernet på det og begynd at stryge. Der er praktisk talt ingen grund til at påføre tryk, vi genopvarmer simpelthen brættet (det er allerede kølet lidt ned). Her er 15-20 sekunder allerede nok, selvom jeg holdt det længere Fjern et ark kontorpapir.
Udglat hurtigt hele overfladen med en klud i 20-30 sekunder, især langs brættets kanter. Vi gnider både langs og på tværs - stierne er tegnet i mere end én retning. Her skal du trykke lidt på, som om du gnider det over overfladen.
Bemærk: de, der er bange for fingrene, kan have bomuldshandsker på - brættet er varmt.
Det er det, vi venter til brættet er afkølet, så vi trygt kan hente det.
Vi tager fat i spidsen af underlaget og river det let af brættet. Hun flytter næsten selv væk.
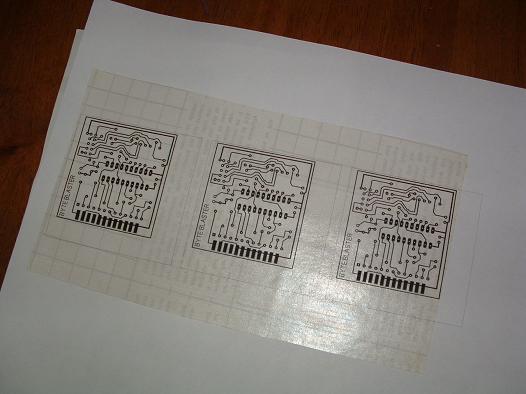
Og her er tegningen oversat

Vi ser, at alt er vidunderligt - vi glæder os!
Jeg gentog det personligt 20 gange, og intet faldt nogensinde af. 100 % oversættelsesresultat. (okay, 99% blev overtalt)
Spor 0.2 viste sig godt for mig.
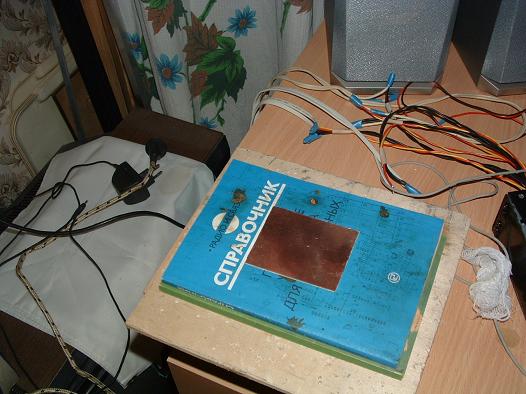
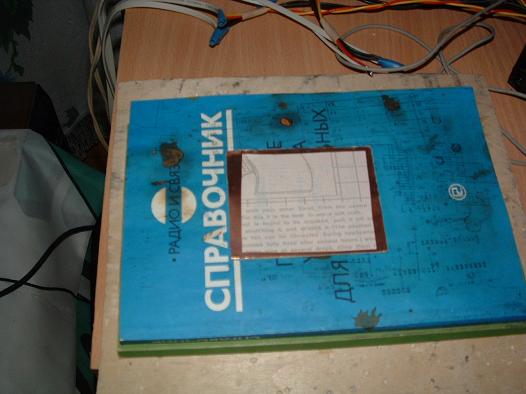
Her er det færdige bræt uden boring – jeg går allerede i seng om natten. Vi borer det i morgen


Jeg undskylder for det sidste billede, kameraet er ikke mit, og du kan se, hvordan det fjerner skinnende overflader. Tro mig, alt er ok der.
Så er alt som det plejer.
Vi forgifter. Lad os bore. Lad os snyde. Klip til den ønskede størrelse. Lodning
Hvis alt er forberedt (printkorttegning, alle materialer), tager hele processen mig 20-25 minutter, inklusive ætsning af pladen
Jeg ved ikke med dig, men jeg har et voldsomt had til klassiske printkort. Installationen er sådan et lort med huller, hvor man kan indsætte dele og lodde dem, hvor alle forbindelser er lavet gennem ledninger. Det virker simpelt, men det viser sig at være sådan noget rod, at det er meget problematisk at forstå noget i det. Derfor er der fejl og brændte dele, uforståelige fejl. Jamen, kneb hende. Bare forkæl dine nerver. Det er meget nemmere for mig at tegne et kredsløb i min favorit og straks ætse det i form af et printkort. Ved brug af laser-jern metode alt kommer ud på cirka halvanden times let arbejde. Og selvfølgelig er denne metode fremragende til fremstilling af den endelige enhed, da kvaliteten af printplader opnået ved denne metode er meget høj. Og da denne metode er meget svær for de uerfarne, vil jeg gerne dele min gennemprøvede teknologi, som giver dig mulighed for at få printplader første gang og uden stress med spor 0,3 mm og mellemrum mellem dem op til 0,2 mm. Som et eksempel vil jeg lave et udviklingskort til min controller-tutorial AVR. Du finder princippet i indlægget, og
Der er et demokredsløb på brættet, samt en masse kobberlapper, som også kan bores ud og bruges til dine behov, som et almindeligt kredsløbskort.
▌Teknologi til fremstilling af højkvalitets printkort derhjemme.
Essensen af metoden til fremstilling af printplader er, at der påføres et beskyttende mønster på det foliebelagte PCB, som forhindrer ætsning af kobber. Som følge heraf forbliver der efter ætsning spor af ledere på tavlen. Der er mange måder at anvende beskyttende mønstre på. Tidligere blev de malet med nitromaling ved hjælp af et glasrør, derefter begyndte de at blive påført med vandtætte tuscher eller endda skåret ud af tape og klistret på brættet. Fås også til amatørbrug fotoresist, som påføres tavlen og derefter belyses. De udsatte områder bliver opløselige i alkali og vaskes af. Men med hensyn til brugervenlighed, billighed og produktionshastighed er alle disse metoder meget ringere laser-jern metode(Yderligere LUT).
LUT-metoden er baseret på, at der dannes et beskyttende mønster af toner, som overføres til PCB'et ved opvarmning.
Så vi skal bruge en laserprinter, da de ikke er ualmindelige nu. Jeg bruger en printer Samsung ML1520 med original patron. Genopfyldte patroner passer ekstremt dårligt, da de mangler tæthed og ensartethed af tonerdispensering. I udskriftsegenskaberne skal du indstille den maksimale tonertæthed og kontrast, og sørg for at deaktivere alle sparetilstande - dette er ikke tilfældet.
▌Værktøj og materialer
Udover folie-PCB har vi også brug for en laserprinter, et strygejern, fotopapir, acetone, fint sandpapir, en ruskindsbørste med metal-plastikbørster,
▌Process
Dernæst tegner vi en tegning af tavlen i enhver software, der er praktisk for os, og udskriver den. Sprint layout. Et simpelt tegneværktøj til printplader. For at udskrive normalt skal du indstille lagfarverne til venstre til sort. Ellers vil det vise sig at være affald.

Tryk, to eksemplarer. Man ved aldrig, måske vi skruer en.
Det er her den vigtigste subtilitet i teknologien ligger LUT på grund af hvilket mange har problemer med frigivelsen af højkvalitetstavler, og de opgiver denne forretning. Gennem mange forsøg viste det sig, at de bedste resultater opnås ved udskrivning på blankt fotopapir til inkjet printere. Jeg vil kalde fotopapir ideelt LOMOND 120g/m2

Det er billigt, sælges overalt, og vigtigst af alt giver det et fremragende og gentageligt resultat, og dets blanke lag klæber ikke til printerens komfur. Dette er meget vigtigt, for jeg har hørt om tilfælde, hvor der blev brugt blankt papir til at snavse printerovnen.
Vi lægger papiret i printeren og udskriver trygt på den blanke side. Du skal udskrive i et spejlbillede, så billedet efter overførsel svarer til virkeligheden. Jeg kan ikke tælle, hvor mange gange jeg lavede fejl og lavede forkerte udskrifter :) Derfor er det for første gang bedre at printe på almindeligt papir til en test og kontrollere, at alt er korrekt. Samtidig vil du varme printerovnen op.

Efter udskrivning af billedet, i intet tilfælde Tag ikke fat med hænderne og hold gerne væk fra støv. Så intet forstyrrer kontakten mellem toner og kobber. Dernæst skærer vi brætmønsteret ud nøjagtigt langs konturen. Uden reserver - papiret er hårdt, så alt bliver godt.
Lad os nu beskæftige os med tekstoliten. Lad os skære et stykke med det samme den rigtige størrelse uden tolerancer og tillæg. Så meget som behov.

Det skal slibes godt. Prøv forsigtigt at fjerne alt oxidet, helst i en cirkulær bevægelse. En lille ruhed vil ikke skade - toneren klæber bedre. Du kan ikke tage sandpapir, men en "effekt" slibesvamp. Du skal bare tage en ny, ikke fedtet.

Det er bedre at tage den mindste hud, du kan finde. Jeg har denne.

Efter slibning skal den affedtes grundigt. Jeg bruger normalt min kones vatrondell, og efter at have fugtet den grundigt med acetone, går jeg grundigt over hele overfladen. Igen, efter affedtning bør du aldrig tage fat i det med fingrene.

Vi sætter vores tegning på tavlen, naturligvis med toneren nede. Varmer op stryge maksimalt, hold papiret med fingeren, tryk fast og stryg den ene halvdel. Toneren skal klæbe til kobberet.

Dernæst, uden at lade papiret bevæge sig, stryg hele overfladen. Vi presser af al magt, pudser og stryger brættet. Forsøger ikke at gå glip af en eneste millimeter af overfladen. Dette er en meget vigtig operation; kvaliteten af hele bestyrelsen afhænger af det. Vær ikke bange for at trykke så hårdt som du kan; toneren vil ikke flyde eller smøre ud, da fotopapiret er tykt og perfekt beskytter det mod at sprede sig.
Stryg indtil papiret bliver gult. Dette afhænger dog af strygejernets temperatur. Mit nye jern bliver næsten ikke gult, men mit gamle er næsten forkullet - resultatet blev lige godt alle steder.

Bagefter kan du lade brættet køle lidt af. Og så griber vi den med en pincet og sætter den under vand. Og vi holder det i vandet i nogen tid, normalt omkring to til tre minutter.
Ved at tage en ruskindsbørste under en stærk vandstrøm begynder vi at løfte voldsomt ydre overflade papir. Vi skal dække det med flere ridser, så vandet trænger dybt ind i papiret. Som bekræftelse af dine handlinger vil tegningen blive vist gennem tykt papir.

Og med denne børste børster vi brættet, indtil vi fjerner det øverste lag.

Når hele designet er tydeligt synligt, uden hvide pletter, kan du begynde at rulle papiret forsigtigt fra midten til kanterne. Papir Lomond Ruller smukt ud og efterlader 100 % toner og rent kobber næsten med det samme.

Når du har rullet hele mønsteret ud med fingrene, kan du skrubbe hele brættet grundigt med en tandbørste for at rense det resterende blanke lag og papirrester. Vær ikke bange, det er næsten umuligt at fjerne veltilberedt toner med en tandbørste.

Vi tørrer brættet og lader det tørre. Når toneren tørrer og bliver grå, vil det være tydeligt at se, hvor papiret bliver, og hvor alt er rent. De hvidlige film mellem sporene skal fjernes. Du kan ødelægge dem med en nål, eller du kan gnide dem med en tandbørste under rindende vand. Generelt er det nyttigt at gå langs stierne med en børste. Den hvidlige glans kan trækkes ud af smalle sprækker ved hjælp af eltape el malertape. Det klæber ikke så voldsomt som normalt og fjerner ikke toneren. Men den resterende glans forsvinder sporløst og med det samme.

Under lyset af en lys lampe skal du omhyggeligt undersøge tonerlagene for tårer. Faktum er, at når det afkøles, kan det knække, så vil en smal revne forblive på dette sted. Under lampens lys funkler revnerne. Disse steder trænger til maling permanent tusch til cd'er. Selvom der kun er en mistanke, er det stadig bedre at male over det. Den samme markør kan også bruges til at udfylde stier af dårlig kvalitet, hvis nogen. Jeg anbefaler en markør Centropen 2846- det giver et tykt lag maling og faktisk kan man dumt male stier med det.
Når pladen er klar, kan du vande ferrichloridopløsningen.

Teknisk digression, du kan springe den over, hvis du ønsker det.
Generelt kan man forgifte mange ting. Nogen forgifter kobbersulfat, nogle er i sure opløsninger, og jeg er i ferrichlorid. Fordi Den sælges i enhver radiobutik, den sender hurtigt og rent.
Men ferrichlorid har en frygtelig ulempe - det bliver bare snavset. Hvis det kommer på tøj eller enhver porøs overflade som træ eller papir, vil det være en plet for livet. Så læg dine Dolce Habana sweatshirts eller Gucci filtstøvler i pengeskabet og pak dem ind med tre ruller tape. Jernchlorid ødelægger også næsten alle metaller på den mest grusomme måde. Aluminium og kobber er særligt hurtige. Så redskaberne til ætsning skal være glas eller plastik.
Jeg kaster 250 gram pakke jernklorid pr. liter vand. Og med den resulterende løsning ætser jeg dusinvis af brædder, indtil ætsningen stopper.
Pulveret skal hældes i vand. Og sørg for, at vandet ikke overophedes, ellers vil reaktionen frigive en stor mængde varme.
Når alt pulveret er opløst, og opløsningen har fået en ensartet farve, kan du smide brættet derind. Det er ønskeligt, at brættet flyder på overfladen med kobbersiden nedad. Så vil sedimentet falde til bunden af beholderen uden at forstyrre ætsningen af de dybere lag af kobber.
For at forhindre brættet i at synke, kan du klæbe et stykke skumplast på den med dobbeltklæbende tape. Det var præcis, hvad jeg gjorde. Det viste sig meget praktisk. Jeg skruede skruen i for nemheds skyld, så jeg kunne holde den som et håndtag.
Det er bedre at dyppe brættet i opløsningen flere gange og sænke det ikke fladt, men i en vinkel, så der ikke forbliver luftbobler på overfladen af kobberet, ellers vil der være jambs. Med jævne mellemrum skal du fjerne det fra opløsningen og overvåge processen. I gennemsnit tager det at ætse et bræt fra ti minutter til en time. Det hele afhænger af opløsningens temperatur, styrke og friskhed.
Ætseprocessen accelererer meget kraftigt, hvis du sænker slangen fra akvariekompressoren under pladen og frigiver bobler. Boblerne blander opløsningen og slår forsigtigt det reagerede kobber ud af pladen. Du kan også ryste brættet eller beholderen, det vigtigste er ikke at spilde det, ellers vil du ikke være i stand til at vaske det af senere.
Når alt kobberet er fjernet, fjern forsigtigt brættet og skyl det under rindende vand. Så kigger vi på lysningen, så der ikke er snot eller løst græs nogen steder. Hvis der er snot, så smid det i opløsningen i yderligere ti minutter. Hvis sporene er ætset, eller der opstår brud, betyder det, at toneren er skæv, og disse steder skal loddes med kobbertråd.

Hvis alt er i orden, så kan du vaske toneren af. Til dette har vi brug for acetone - den sande ven af en stofmisbruger. Selvom det nu bliver sværere at købe acetone, fordi... En eller anden idiot fra det statslige lægemiddelkontrolagentur besluttede, at acetone er et stof, der bruges til at tilberede narkotika, og at dets frie salg derfor skulle forbydes. Det fungerer fint i stedet for acetone 646 opløsningsmiddel.

Tag et stykke bandage og fugt det grundigt med acetone og begynd at vaske toneren af. Der er ingen grund til at trykke hårdt, det vigtigste er ikke at rode rundt for hurtigt, så opløsningsmidlet når at blive absorberet i tonerens porer og korroderer det indefra. Det tager omkring to til tre minutter at vaske toneren af. I løbet af denne tid vil selv de grønne hunde under loftet ikke have tid til at dukke op, men det vil stadig ikke skade at åbne vinduet.
Det rensede bræt kan bores. Til disse formål har jeg brugt en motor fra en båndoptager, drevet af 12 volt, i mange år. Det er en monstermaskine, selvom dens levetid holder til omkring 2000 huller, hvorefter børsterne brænder helt ud. Du skal også rive stabiliseringskredsløbet ud af det ved at lodde ledningerne direkte til børsterne.

Når du borer, bør du prøve at holde boret strengt vinkelret. Ellers vil du sætte et mikrokredsløb derind. Og med dobbeltsidede brædder bliver dette princip grundlæggende.

Fremstillingen af en dobbeltsidet plade foregår på samme måde, kun her laves tre referencehuller, med mindst mulig diameter. Og efter ætsning af den ene side (på dette tidspunkt er den anden forseglet med tape, så den ikke bliver ætset), er den anden side justeret langs disse huller og rullet. Den første forsegles tæt med tape, og den anden er ætset.
På forsiden kan du bruge den samme LUT-metode til at anvende betegnelsen for radiokomponenter for skønhed og nem installation. Jeg gider dog ikke så meget, men kammerat Skovkatte fra LJ-samfundet ru_radio_electr Det gør han altid, hvilket jeg har stor respekt for!
Snart udgiver jeg nok også en artikel om fotoresist. Metoden er mere kompliceret, men den giver mig samtidig sjovere at lave – jeg kan godt lide at pudse med reagenser. Selvom jeg stadig laver 90% af pladerne ved hjælp af LUT.
Forresten, om nøjagtigheden og kvaliteten af brædder lavet ved hjælp af laserstrygemetoden. Controller P89LPC936 i tilfælde TSSOP28. Afstanden mellem sporene er 0,3 mm, bredden af sporene er 0,3 mm.

Modstande på brættet i topstørrelse 1206 . Hvad er det ligesom?
Desværre er det eneste du skal bruge textolite, du kan kun købe det, du finder det næppe derhjemme.
Først og fremmest anbefaler vi, at du renser (ganer) tekstolitten, så den skinner. Det er bedre at gøre dette, før du skærer det ønskede design ud, for så vil det være meget sværere at polere overfladen ved hjælp af designet.

På steder, hvor der vil være huller til elektroniske komponenter, er det nødvendigt at markere huller. For at gøre dette kan du tage et skarpt søm eller bor, placere boret i kontaktpunktet og slå det bagfra med en hammer (ikke for meget for ikke at sløve boret og knække det)

Markerer du hullerne, bliver det lettere for dig at bore hullerne senere. Boret passer meget tæt ind i sådanne mærker og hopper ikke af, hvilket giver dig mulighed for at lave præcise og smukke huller. Dette vil også hjælpe dig med at gentegne en tegning trykt på et ark papir ved hjælp af ankerpunkter.

Mest hoved scene Dette skærer PCB ud. Her skal du bruge en skalpel eller en skarp kniv (blad). Du kan trykke kniven fast langs alle kanterne af de tegnede stier. På denne måde vil du lave overfladiske snit og adskille sporene fra den unødvendige kobberplade. Du skal trykke kniven med en sådan kraft, at den skærer overfladen af kobber-PCB-pladen (du bør ikke trykke for hårdt - du kan skære lige igennem printet).


Dernæst kan du bruge den skarpe del af en skalpel til at lirke kobberpladen, der er limet til tekstolitten, op på det sted, hvor kobberpladen skal fjernes. Gør dette mere modigt, på denne måde, efter at have adskilt f.eks. en centimeter kobber, kan du tage det med fingrene og blot trække det mod dig selv for at adskille det fra printkortet. Den overskydende kobberplade vil blive adskilt nøjagtigt efter det mønster, du skærer med en skalpel.
Du bør ikke forhaste dig med denne smykkeprocedure; hvis du river kobberet brat af, kan du rive en del af banen af, og arbejdet vil blive ødelagt. Bliv heller ikke forskrækket over dette, hvis du knækker et spor et sted... kan du tage et stykke ledning og lodde det oven på enderne af det ødelagte spor, og dermed fjerne det resulterende mellemrum.

Når du har adskilt det overskydende PCB, vil du stå tilbage med kobberspor; faktisk er alt, hvad du skal gøre, at bore huller, indsætte elektroniske komponenter og lodde dem.
Læs om andre metoder til at lave printplader på vores hjemmeside.
Held og lykke i dine bestræbelser.